




















Manufacturers need to pursue innovative ways to decrease consumption and make their factories more efficient as energy and raw material prices soar. Report for TWM by Eduardo de Almeida, Managing Director, AFRY Zaragoza.
In a time where cost savings are more important than ever, there is one low hanging fruit that most manufacturers are still overlooking: process variability. In this article, we’ll identify the main sources of variability in paper tissue production, and more importantly – how to tackle them.
Soaring costs are pushing for efficiency
As prices of energy and raw materials soar, manufacturers pursue new ways to decrease consumption and make their factories more efficient. Higher costs mean that investments that were in the past dismissed due to long paybacks are now becoming attractive. Sustainability, and the push towards carbon-neutrality also puts pressure on companies to invest in green technology. Whilst companies should undoubtedly keep focus on green investments, there is a low-hanging fruit that often goes unnoticed: operational excellence.
Reaching stable basis weight is a struggle
In a recent article published in Tissue World Magazine in 2021 we discussed how manufacturing variability is common in the paper industry; companies are struggling to control base weight even within a single batch, and to meet minimum weight targets most were needing to compensate by increasing the average weight of their tissue rolls, therefore “giving away” a percentage of their product. This was shown by simply assessing basis weight variability of tissue rolls of the main manufacturers in Spain and Portugal. The results of that study showed that many companies – some of them large multinationals – were struggling to manufacture paper with stable basis weights.
The impact of this variability is massive. Manufacturing variability is indeed the tip of the iceberg, as lying beneath the surface one will find customer complaints, sheet breaks, excessive consumption of cellulose, water and energy, and more importantly, a culture that is not focused on operational excellence.
Quantify First
“What is not defined cannot be measured. What is not measured, cannot be improved. What is not improved, is always degraded”, said British physicist and mathematician William Thomson, Baron Kelvin of Largs. This, of course, also applies to manufacturing variability.
Most companies control top level KPIs such as specific consumption, number of defects, total production. Nonetheless, to improve their metrics, companies must quantify, track, and improve process variability daily at paper machine level. The more evident ones are for tracking variability of paper quality, such as basis weight, humidity, bulk, strength, or softness. But to really reduce variability, companies should identify critical process variables, track their variability, and implement statistical process control where needed.
Case Study: Basis Weight
Consider a simple parameter that each paper manufacturer should be able to accurately control: basis weight. Weight and humidity control are critical for every tissue manufacturer. Variability will unavoidably result in a loss of profits since the finished product is sold in units rather than weight. When there is variation, some of these end-user rolls are smaller in diameter than others. In these cases, when converting jumbo rolls to consumer rolls production departments frequently increase the number of sheets, resulting in the majority of rolls delivered to the public weighing more than their nominal weight.
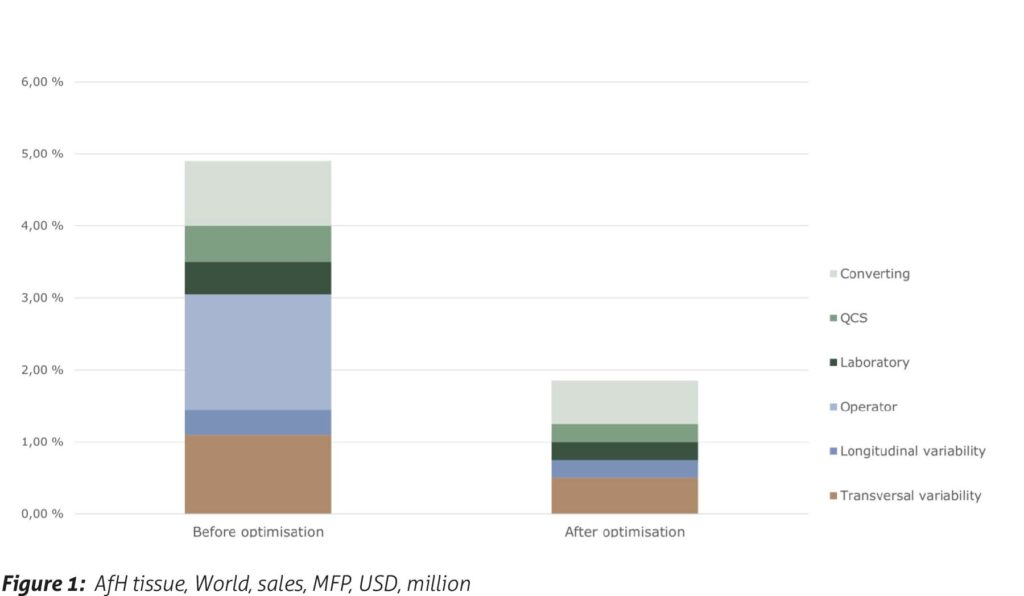
What are the origins of this variability? AFRY’s detailed study and quantification of the origin of total paper variability in tissue paper:
• Transversal variability. This is usually easily identified by paper makers, as QCS scanners will provide two sigma values for dry weight and humidity. However, values in a large number of machines are far from ideal and may be considerably improved. This is more complex than simply adjusting cross-sectional spindles, as there are interactions between the type of fibre being used, jet/wire ratios, and various head box adjustments. Within a given batch of end-product, transversal variability will amount to most of the variability.
• Longitudinal variability. Weight and humidity will always vary longitudinally during production. This is mostly controlled by the paper machine’s control loops, but in many cases, problems come from stock preparation.
• Operator-induced noise. Most of the variation between batches will come from changes in setpoints by operators. In many cases, operators react to lab analysis, changing setpoints. However, best practice is to work with fixed setpoints, using lab analyses only as a reference.
• Laboratory. Variations in methods, ambient humidity, sampling location, and time of exposure will frequently effect weight variability of the final product, particularly in companies that do not operate with fixed weight setpoints.
• QCS calibration. A well calibrated QCS is key. Calibrations should be done regularly, and different curves may be required for different paper grades.
• Converting process. Conversion from jumbo reels to finalised product may add or reduce variability to the product.
Our experience shows the significance of each area, both before and after optimisation of a tissue paper mill. In our experience in an optimally managed company the variability of weight of the end-product should typically be below ± 1%.
Final remarks
Process variability has a very large impact on product cost and quality. Sources of variability are hard to pinpoint and are spread throughout the whole manufacturing process. Sustainable improvement can be achieved only by implementing a company culture that focuses on quality and process stability.
This article was written for TWM by Eduardo de Almeida, Managing Director, AFRY Zaragoza.











