




















Between 2014 and 2019, Canfor Pulp’s Innovation Center (CPI) and paper machinery supplier Voith agreed to a cooperation where Canfor Pulp would supply NBSK pulps to a pilot tissue paper machine in São Paulo, Brazil. Here, Canfor’s Paul Bicho, Manager CPI, and Wlad Janssen, Tissue Specialist, discuss the effects of NBSK on the properties of low basis weight facial tissue. A TWM report.

As a leading supplier of Northern Bleached Softwood Kraft (NBSK), Canfor Pulp’s fibre basket is predominantly lodgepole pine, white spruce and sub-alpine fir. The short summers of central British Columbia, Canada, ensure that these tree species, noted for their fine fibres, have a higher proportion of thin-walled earlywood which gives the pulps a low coarseness.
Our main chip furnish are sawmill residual chips which have a higher proportion mature wood fibres. These chips have the longest fibres found in a tree. This combination of long, thin-walled fibres gives unique fibre characteristics which guarantee that our fibres will require less refining than most other commercial bleached softwood kraft pulps in order to achieve a target tensile strength. With Canfor NBSK pulps, tissue makers can achieve a 15% to 35% increase in tensile strength over other softwood kraft pulps at 600 mL (SR 20°).

The Canfor Pulp Innovation Center (CPI) provides direct technical support to customers and our mills. We help customers maximise the value that they can extract from fibres. This is achieved by showing customers how to reduce their refining while preserving strength. We do this via constant and systematic monitoring of our pulp quality by in-house refining using a LR40 – lab scale disk refiner (Fig 1) – which is more representative of industrial refining than conventional PFI beating curves, the implementation of PulpEye technology for on-line monitoring of fibre quality (fibre length, coarseness, fibre width, and brightness) (Fig 2), the specific testing of tissue products, pulp preparation, chemical analysis and more.
The use of short fibres in tissue is growing mainly due to their lower cost and positive impact on softness. However, quality differences in hardwood pulps do exist, as their fibre properties are also dependent on the fibre quality of the wood source. Tissue products, in particular facial and toilet tissues where strength is not an important requirement, can be made without long fibre. However, the highest quality tissue products which provide a combination of softness, strength, bulk and absorption, normally contain a portion of long fibre.

The long fibre in the tissue sheet will help strength and if the fibre is flexible, it will easily conform to the sheet deformation in wet shaping processes as well as in embossing processes with the dry base sheet. The thin-walled Canfor Pulp NBSK pulps exhibit a higher degree of fibre flexibility than other, coarser pulps. This property, coupled with the higher strength offered by a high quality NBSK can help to maximise the amount of hardwood pulp in the furnish of premium quality tissue, while optimising the tissue properties and increasing production efficiencies.
The Voith tissue pilot PM
In 2014, CPI and Voith agreed to a cooperation where Canfor Pulp would supply NBSK pulps to the pilot tissue paper machine (PM) at the Voith Tissue Innovation Center (TIC) in São Paulo, Brazil. The two innovation centres agreed to the exchange of information with regard to the effect of pulp preparation and refining optimisation on tissue quality and PM operation.
The Voith tissue pilot PM is a state-of-the-art tissue dry crepe PM, with a crescent former configuration and a three-layer headbox. It has a 5.5m diameter Yankee, can make a 1m trim tissue sheet at speeds up to 2,500m/min (Fig 3). Voith technologies such as Atmos and Tissue-Lev were implemented by making equipment changes in the wet end as well as in the dry end. The PM configuration included the Voith Nipcoflex shoe press which was set up with a shoe tilt to emphasis bulk, rather than after press dryness. The line pressure (PLI) was kept constant.

Tissue pilot PM trials were conducted in Voith’s TIC from 2014 to 2019, looking at how furnish affects tissue quality. Some of the trials conducted during this time period include:
• Evaluate Canfor Pulp in newly developed tissue technologies (Atmos, structured tissue);
• Optimisation trials to produce high softness facial and toilet tissue using Canfor NBSK pulps in combination with eucalyptus pulps;
• Effect of different eucalyptus pulps on tissue quality;
• Effect of different long fibred pulps with different fibre characteristics on tissue quality;
• Effect of separate and co-refining of long and short fibre furnishes on tissue quality (TW Miami March 2018);
• The partial substitution of hardwood kraft pulps with BCTMP in a towel grade.
There were many other trials over this time period. In this article we examine the effects of a Canfor’s quality NBSK on the properties of low basis weight facial tissue.
Low basis weight trials
The combination of high speed and low basis weight is the most challenging operating condition for a modern tissue PM. In previous trials we had selected basis weights of 16g/m2 for toilet tissue and 15 g/m2 for facial, representing typical values for these two tissue categories. As facial tissue is the category with the highest demand for quality, it is usually made with high quality pulps in order to obtain the required softness, dry and wet strength, bulk and absorption. It was this tissue category that was targeted in the trials. The goal was to produce a high quality, low basis weight facial tissue with acceptable strength, stretch, bulk and softness.

The lowest basis weight for new tissue PM’s is generally 10 g/m2. At these lower basis weights, a commercial tissue paper machine will tend to be limited by speed, and not by drying capacity. To obtain sufficient strength, the softwood content as well as the pulp preparation and refining conditions become important. A “bulky” feel is hard to obtain. While producing 10 g/m2 after creping A lower stretch (lower ratio of Yankee over reel speed and therefore less aggressive creping) was necessary to keep sufficient fibre on the felt and Yankee.
We used two layer stratified forming. The furnish used in the bottom layer was a mixture of a Brazilian bleached eucalyptus kraft pulp (short fibre) and Canfor’s Intercon ECF90 (long fibre). The long fibre content in the tissue sheet was 20%, 30% or 40% for each of the basis weights (10, 12, 14 g/m2). Refined eucalyptus was used in the top layer. The benefits of using two layer stratified forming at a basis weight of 10 g/m2 can be questioned, as each layer becomes very light. Using unrefined eucalyptus in the top layer would decrease the strength. Further refining of the bottom layer can overcome this, but at the expense of bulk and softness.
Tissue properties were measured for each reel produced and subsequently analysed to assess the relationship with the softwood content. The pulps were separately refined using softwood and hardwood refiners. Batches of pulp were prepared for each of the headbox layers before running the tissue pilot PM. Pulp mix changes to the bottom layer were done by switching to a new mix batch, while the pulp in the top layer was kept the same.
The refining in the trials was based on a predetermined calculated specific energy at a given calculated intensity, the resulting freeness was measured. Generally, refining has a negative impact on softness. It is important to minimise it while still obtaining the desired tissue properties such as strength and bulk.
The energy that is actually transferred to the pulp, or specific refining energy, can be reduced by lowering the refining intensity (SEL or Specific Edge Load). In the trials, the short fibres were refined at an intensity of 0.3 J/m and a specific refining energy of 35 kWhr/t resulting in a freeness of 425 mL (SR 30 °). For the Canfor NBSK, a specific refining energy of 100 kWhr/t was used at an intensity of 1.0 J/m, to reach a freeness of 410-450 mL (SR 31-28°). It is noted that refining with a lower intensity may require some effort.
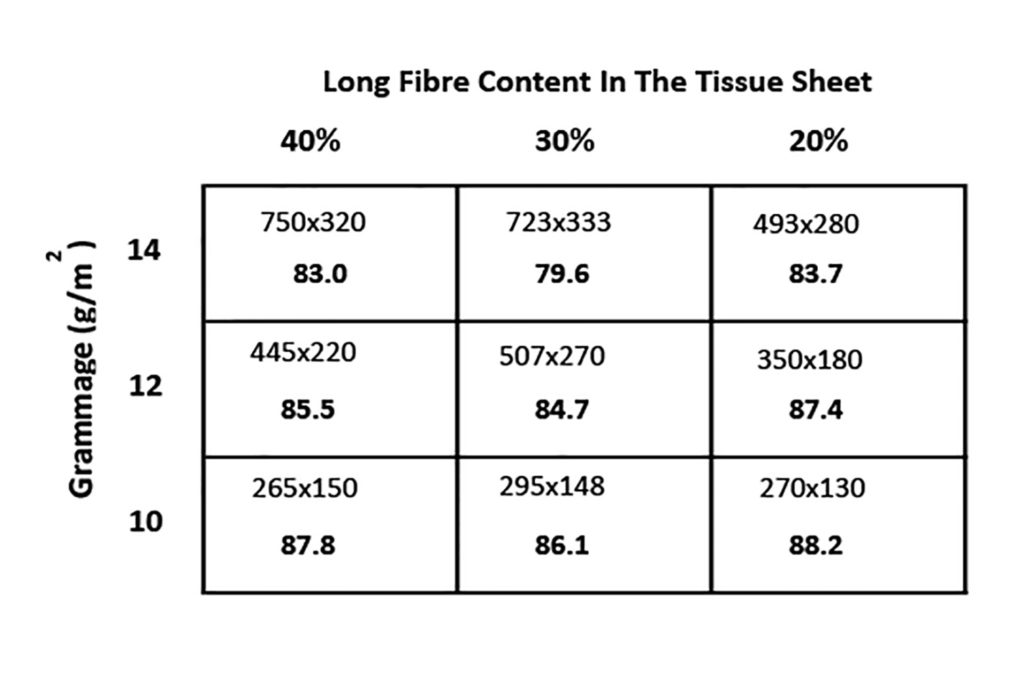
The effects of basis weight and long fibre content on strength and softness are summarised in Table 1. Caliper is not shown but ranged from 90 to 110µ and varied as function of basis weight. Stretch was 20%, except for 10 g/m2 where it was lowered to 15%, given the amount of fibre on the felt and runnability of the PM. The highest softness was found with the 10 g/m2 and 20% long fibre content tissue, the lowest softness with the 14 g/m2 and 40% long fibre content tissue. The results confirm, that softness tends to vary inversely with basis weight and softwood content, though it is also affected by strength.
The results of the trials (Table 1) indicated an optimum level of softwood pulp of 30%. At this softwood content and a grammage of 12 g/m2, tissue strength was well above the minimal strength requirements (400X200) and further optimisation of softwood content or grammages could be possible. Additional trials were done to explore optimisation of the tissue properties using this level. It was possible to use unrefined eucalyptus in the top layer at 14g/m2 to increases the softness to 89.4 as there was sufficient strength in the sheet (440 X205). At lower basis weights, the strength was lacking and incorporating unrefined eucalyptus in the top layer was only possible by further refining of the bottom layer furnish. This resulted in a marked loss of bulk and softness, so this was not a viable option. Finally, running 10g/m2 tissue at a high speed requires some effort and time. The normal PM speed was 1,600m/min but 2000m/min was tried and obtained for a short time. The experience in TIC is that a long fibre content has a positive impact on PM efficiency, but this requires longer run times on the PM for confirmation.
Overall, we demonstrated that a quality long fibre can have beneficial effects on high quality, low basis weight facial tissues.
This article was written for TWM by Paul Bicho, Ph.D, Manager, Optimisation and Innovation, Canfor Pulp Innovation, and Wlad Janssen, Tissue Specialist.











