




















Downsides of PAE resins include process inefficiencies, difficulties with wet strength broke repulpability, and increased regulatory scrutiny due to harmful chloro-organic byproducts. The market has been on the lookout for an effective and cleaner alternative. Here, in a study of the American market, Kemira Chemicals’ Lucyna Pawlowska, Principal Specialist, Paper & Tissue Excellence, Harold Goldsberry, Senior Manager, and Principal Scientists Junhua Chen and Chen Lu discuss the possibility of GPAM – glyoxalated polyacrylamide – as a replacement. A TWM report.
Polyamidoamine epichlorohydrin (PAE) resins have been the predominant chemistry used for generating wet strength in towel grades for the last 50 years. PAE resins are highly efficient in generating wet strength in towel with low wet strength decay when the towel is exposed to water. However, there are several downsides coming from PAE resins. These include process inefficiencies due to excessive foam or felt-filling, difficulties with wet strength broke repulpability, as well as increased regulatory scrutiny due to harmful chloro-organic byproducts present in PAE resins. Therefore, the tissue market has been looking for effective and cleaner alternatives. One such alternative is glyoxalated polyacrylamide (GPAM).
GPAM resins are known to generate temporary wet strength, providing high initial wet tensile strength that decays relatively fast in water. The rate of decay can be controlled by the GPAM design, yet so far no GPAM product has been available in the market that can match the wet strength permanency of PAE resins required for towel grades. We have developed a new GPAM-based programme providing wet strength permanency, which is close to that achieved with PAE resins and with additional benefits such as dry strength, improved repulpability and no chloro-organic impurities.
In this article, we will use laboratory data and industrial case studies to demonstrate the potential of partial or complete replacement of PAE resin and advantages of this alternative programme for generating permanent wet strength.
Permanent wet strength resins based on polyamidoamine epichlorohydrin resin (PAE) are predominantly used to develop wet strength in towel grades. PAE resin provides very high level of wet strength permanency as the towel is exposed to water. After soaking the towel in water for 30 min, the strength of the towel is only reduced by 10%-15%. A high level of wet strength permanency is highly desirable in towel grades used at home (AH), as users sometimes reuse the same towel sheet multiple times after wetting or use it over a relatively long duration. AfH towel grades do not require as high a wet strength permanency because these towel products are only used for a few seconds before they are discarded.
The use of PAE resins is quite efficient due to high solids of the resin (20% – 30 %) and high wet strength permanency, but there are also negative effects associated with the application of this resin. The PAE resin is highly cationic, and if not retained in the sheet, it can cause excessive foaming at the wet-end, leading to a higher use of defoamers and machine runnability problems. The unretained PAE resin will deposit in the felt, causing felt filling and reduced sheet dewatering. Broke treated with PAE resin is difficult to repulp when using only water, so towel producers must use sodium hypochlorite or persulfate salts of ammonia, sodium or potassium under high alkaline condition and very high temperature.
There are regulatory concerns associated with the application of PAE wet strength resins. These resins contain harmful chloro-organic impurities that are included in the California Proposition 65 Listed Substances. Chloro-organic impurities are derivatives of epichlorohydrin, and they are generated during the synthesis of PAE resins. The level of chloro-organic impurities in the first PAE generation resins is approximately 10,000 ppm, depending on the solids of the particular PAE product. The first generation PAE is the most used resin in North America. Generation 2 PAE wet strength resin has the level of chloro-organic impurities reduced to below 1,000 ppm. However, the second-generation resins have lower active solids and are slightly less efficient than the first-generation resins.
GPAM resins as an alternative for wet strength development
The conventional GPAM resins also generate wet strength in towel, but they do not provide the level of permanency as achieved with PAE resins due to the nature of the chemical bond that imparts wet strength. After soaking the towel treated only with GPAM resins in water for 30 min, the wet strength reduction (decay) typically ranges from 45% – 65%, but can be as high as 80%. Conventional GPAM resins can partially replace PAE resins in typical towel grades or completely replace PAE resin in towel grades that are designed to be highly dispersible in water [Figure 1].
The application of GPAM resins provides additional benefits that improve efficiency of the towel production process. These resins generate dry strength in the sheet by increasing the hydrogen bonding between cellulose fibres. The strength generated by GPAM can be used to increase the dry tensile targets, reduce towel basis weight, reduce the content of softwood fibre or to reduce the fibre refining [Figure 2]. The reduction of fibre refining will lead to faster drainage, higher fibre retention, higher sheet bulk and absorbency rate, and it will minimise the dust formation during the creping process [Figure 3].
Bonds formed by GPAM resins are easily hydrolyzed by water. Therefore, these resins will not plug the felts to such high degree as PAE resins, and the broke treated with GPAM can be easily repulped without using additional repulping agents or excessively high temperatures.
There are less regulatory concerns associated with GPAM resins than with PAE resins. These resins do not contain harmful chloro-organic impurities. The content of acrylamide residual, substance listed on California Proposition 65, is at the very low level (0-40 ppm).
GPAM-based programme that provides high wet strength permanency
Kemira has developed a unique GPAM and anionic Functional Promoter (FP) application that allows for complete or partial PAE resin replacement in the towel production. The new GPAM and Functional Promoter system is unique because it provides a similar level of wet strength permanence as PAE resin. The Functional Promoter can interact with fibre and GPAM resin to build a larger network and improve ability of GPAM resin to provide higher wet strength permanency.
Laboratory studies showed that new GPAM is less affected by alkaline pH than conventional GPAM resin. In one study this resin provided 16% higher permanent wet strength and 11% higher dry strength than the conventional GPAM resin at alkaline pH. In this study the programme based on new GPAM and Functional Promoter provides wet tensile decay in the range from 14 – 21%, while the programme based on conventional GPAM resin and Functional Promoter application resulted in wet tensile decay in the range from 23% to 30%.
Case Study 1: partial replacement of PAE with conventional high solids, high charged GPAM resin
A producer of AfH towel made with 100% OCC furnish and 6 lb/ton of PAE resins expressed the interest in improving the production efficiency. This producer doesn’t have a separate pulping system for the wet strength broke, therefore no chemical treatment can be applied to PAE treated broke. As the result, the final towel product contained a lot of fibre dense spots (tags).
A trial was run to replace part of the PAE resin with a high solids, high charged, long shelf life GPAM resin. GPAM resin was introduced at the dose ranging from 2lb/ ton to 5lb/ton, as the PAE dose was reduced from 6lb/ton to 3lb/ton. With the partial replacement of PAE resin, the number of tags in the final sheet was significantly reduced, indicating easier repulpability of broke.
After the initial evaluation of a broad range of GPAM doses, the trial was run for an extended period at the GPAM dose of 2 lb/ton.
At these conditions the following benefits were obtained:
• PAE resin dose was reduced by 2lb/ton.
• Defoamer dose was reduced by 30%.
• Fibre refining was reduced by 37%.
• Production was increased by 3%.
• Wet and dry strength was maintained.
• Machine ran significantly cleaner (less deposits on the transfer rolls, less frequent felt cleaning, lower Uhle Box vacuums).
• The broke was easier repulped, which resulted in a smaller number of fibre dense spots (tags) in the towel.
This GPAM/PAE combined wet strength programme delivered documented benefits greater than the additional wet strength resin costs. A positive return on the mill’s chemical investment was clearly demonstrated with this alternative programme.
Case Study 2: evaluation of new GPAM resin and partial replacement of PAE
Performed in the laboratory, it describes the application of the wet strength programmes based on:
• New, unique GPAM Resin (GPAM A) applied with Functional Promoter (FP)
• PAE wet strength resin applied with carboxyl methyl cellulose (CMC)
• PAE and GPAM A applied together at a ratio of 25/75, 50/50 and 75/25. These resins were applied with FP or with CMC.
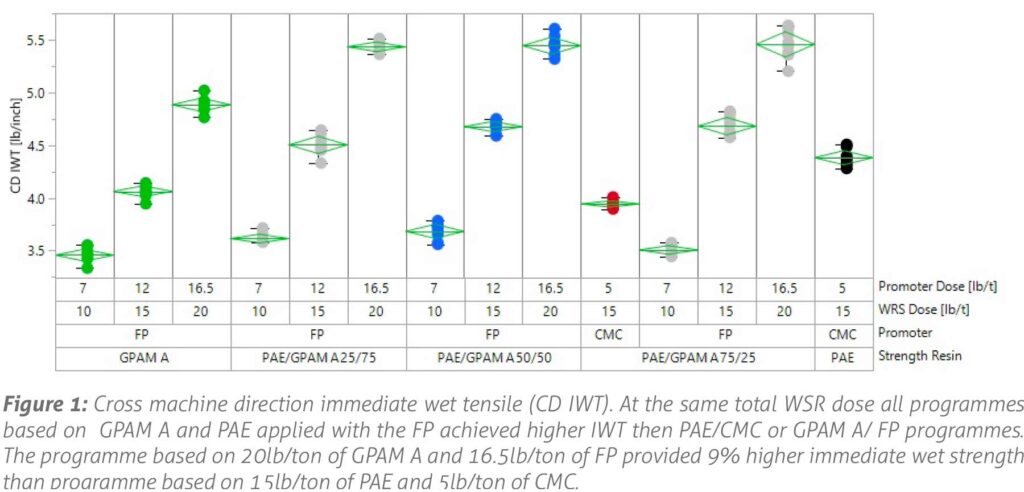
The wet strength agents described above were applied during the handsheets making process. The 80 g/m2 handsheets were made using the Dynamic Sheet Former. The fibre composition used in this study was a 50/50 blend of eucalyptus and bleached Kraft softwood fibre. The handsheets were made at pH of 7.5. The following tests were performed on the handsheets: immediate wet tensile, dry tensile and permanent wet tensile (wet tensile after soaking the sheets in water for 30 min). The results are presented in the charts below (Figures 1, 2, 3 and 4).
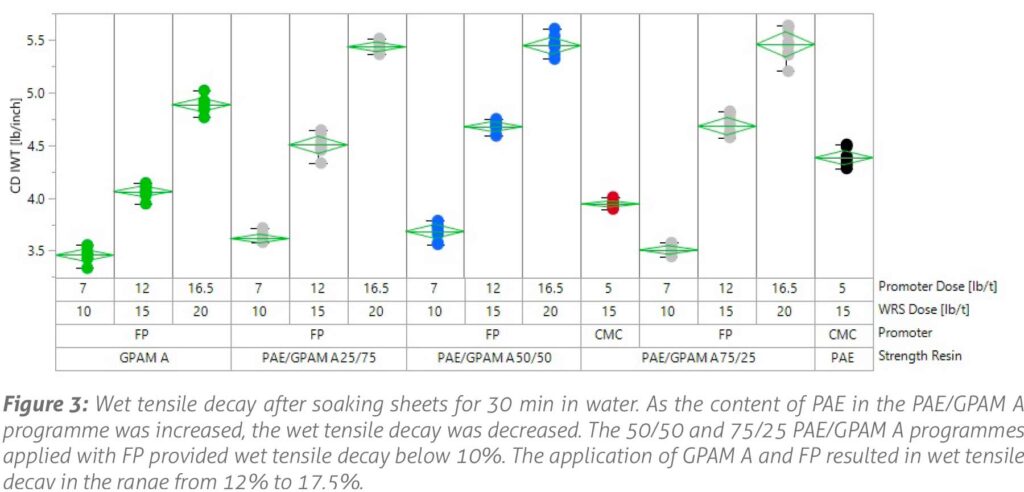
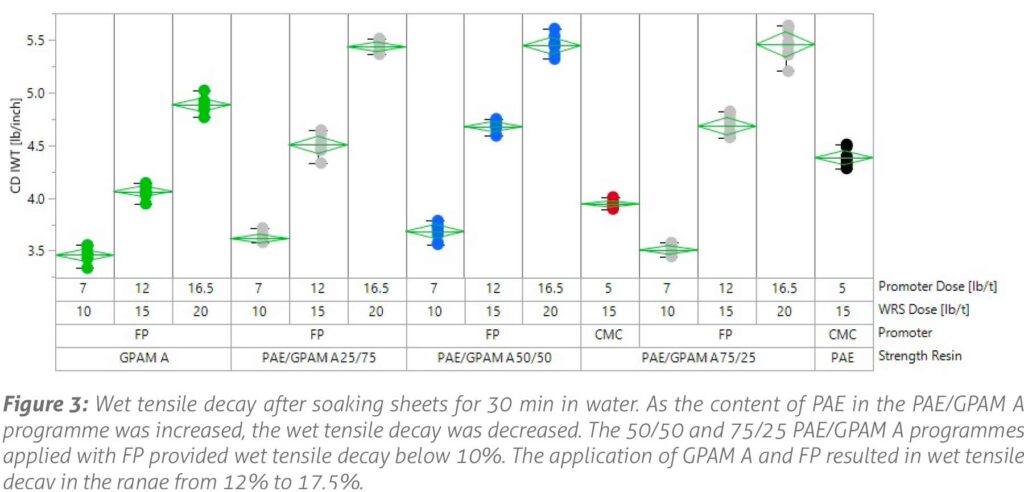
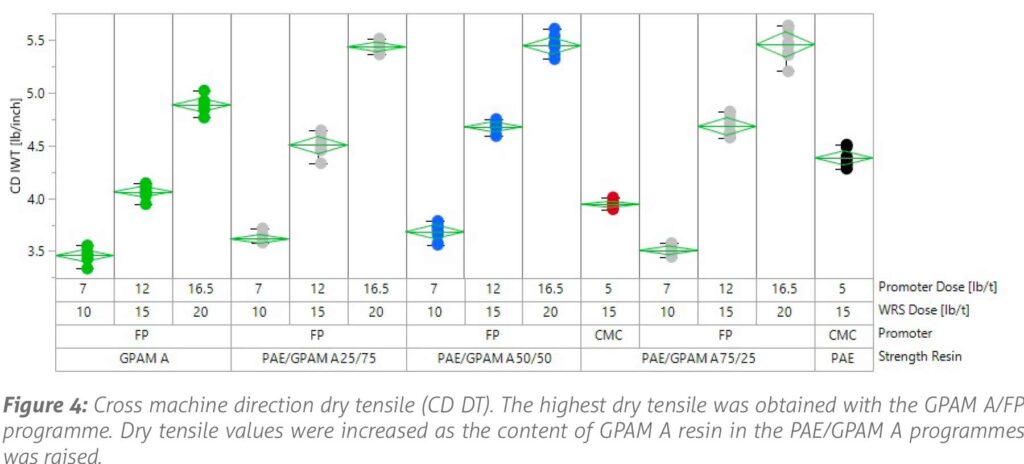
The second case study demonstrated possibility of total or partial replacement of PAE resin with the new GPAM A resin. The programmes that included GPAM A, PAE resin and FP provided higher immediate and permanent wet tensile than GPAM A/FP or PAE/CMC programmes, indicating synergistic effect of PAE and GPAM resins. The higher content of PAE in the PAE/GPAM A programmes (50% and 75%) allowed to reduce the wet tensile decay to below 10%. GPAM A resin applied only with the FP provided similar permanent wet tensile than PAE resin applied with CMC but at a higher total chemical dose. The higher GPAM A/FP programme dose could translate to a higher programme cost, however the advantages of GPAM A application due to its ability to develop a high dry tensile and improve the towel making process and machine productivity can cover the additional cost. GPAM A resin had major effect on the sheet dry strength. The dry tensile was increased as the content of GPAM A resin in the PAE/GPAM A programme was raised.
Case Study 3: repulpability of broke treated with new GPAM resin
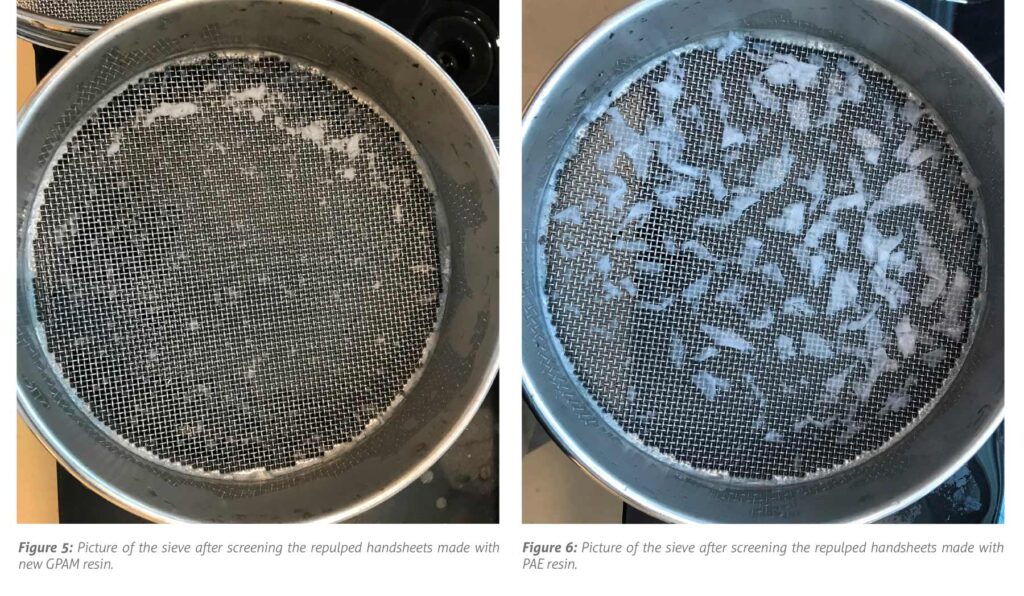
Repulpability of handsheet made with 9lb/ton of new GPAM resin and 3lb/ton of FP was compared to the repulpability of handsheets made with 9lb/ton of PAE resin and 3lb/ton of FP. Both sets of handsheets were made using a 70/30 bleached HWK/SWK fibre blend. To optimise the efficiency of both wet strength programmes, the handsheets with new GPAM resin were made with the furnish of pH 5.5, while handsheets with PAE resin were made with the furnish of pH 7.0. Both sets of handsheets were separately repulped at 2% consistency for 60 min using an overhead stirrer at ambient room temperature without pH adjustment. Repulped handsheets were screened through a 12- mesh sieve (1.68 mm openings). The larger than 1.68mm pieces of paper stayed on the screen. As it is shown on the picture below, only several small pieces of paper made with new GPAM are left on the screen (Figure 5), which indicates very good repulpability. Paper made with PAE resin repulped very poorly, leaving a lot of large pieces of paper on the screen (Figure 6).
Conclusions
The newly developed GPAM resin applied together with the unique FP can completely or partially replace PAE resin during the production of towel grades. The wet strength program that is based on the new GPAM resin and the FP develops permanent wet tensile, which is equivalent to wet tensile developed with PAE resin. This new programme works well under acidic and neutral pH and develops high dry strength, which allows towel producers to reduce or eliminate fibre refining that further leads to increased drainage and fibre retention, faster sheet drying, increased machine speed and the reduction of dust formation during the creping process. High dry strength developed with the new technology enables the development of new towel grades, helps reduce towel basis weight or substitute a stronger, more expensive fibre for a weaker fibre. The application of this new technology will further improve the operational efficiency of towel machines by reducing felt filling and potentially extending the felt life. The broke generated during towel production that uses the new technology will be much easier to repulp than broke generated while using PAE resin. Finally, the programme based on the newly developed GPAM resin is more regulatory and environmentally-friendly that the programme based on PAE resins.
References
1. Campbell, C. “Grade specific optimisation: Permanent (PAE) versus temporary (GPAM) wet strength utilisation”, Tissue World Magazine, September 2015.
2. Grigoriev, V., Mäkinen, M., and Zulian, R.,”Squeezing More Profits of Your Sheet Using Novel and Conventional Strength Technologies”, Tissue World Magazine, September 2013.
3. Pawlowska, L., Grigoriev V., “Effective Dust Control Using Strength resins and Reliable Dust Measurement”, Tissue World Magazine, May/June 2022.
This article was written for TWM by Kemira Chemicals’ Lucyna Pawlowska, Principal Specialist, Paper & Tissue Excellence, Harold Goldsberry, Senior Manager, Applications & Marketing, and Principal Scientists Junhua Chen and Chen Lu.








