




















An accurate field test to improve detection and measurement of dusting and linting during tissue production has major significance for cost and customer satisfaction. Kemira’s Clay Campbell, senior manager global business development, Tiago De Assis, research scientist, Lucyna Pawlowska, senior application specialist, and Chris Nurse, assistant scientist, explain their product.
Sheet dusting and linting represent major areas of concern for tissue manufacturers. The various problems and concerns related to dusting and linting represent millions of dollars in additional costs during the manufacturing of tissue. These issues generally affect the safety, productivity, and manufacturing costs of papermaking processes as well as the product performance and overall end-user satisfaction with the final product.
Dusting typically takes place at the tissue manufacturing and converting sites, generally at Yankee doctor creping processes, sheet rewinders, and converting/ embossing processes. Dusting at manufacturing and converting sites leads to at least three areas of concern:
- Safety/OSHA related concerns – generation of small air-suspended particles being breathed by operators
- Fire hazard concerns – buildup of dust on equipment and ceiling rafters over time that can be a major contributing factor in fires and explosions;
- Manufacturing cost concerns – frequent cleaning of manufacturing areas to remove and control dust and unexpected shutdowns caused by excessive dusting have a negative impact on process efficiency and carry cost for the producer.
Linting, in some instances referred to as sheet linting, typically takes place at the point of end use when particles fall off the final product (e.g., facial tissue, bath tissue). During the use of bath tissue, lint can build up on the bathroom floors. When paper towels are used for cleaning, fine lint particles can be left on the cleaned surface. In the case of bath tissue, sheet pilling may occur when fibers (non-bound) roll up on the sheet surface. All these linting issues can often cause customer dissatisfaction.
Currently, the paper industry has few options for tools that can be used for determining the quantity, or type of dust and lint particles that are dislodged from a product in the manufacturing site or by end consumer usage. The current existing options are often expensive, produce questionable result trends, and are not portable. As such, there is high interest and a significant need in the industry for improved dust and lint particles measurement methods.
Types of dust and lint particles include, but are not limited to: fibres, fines, starch, and ash. Fiber particles generally have the greatest length (approximately 0.2-3.5 mm in some instances) among all types of dust and lint particles and generally include hardwoods (e.g. eucalyptus, acacia), softwoods (e.g. Scandinavian pine, Southern pine), recycled (SOP, OCC). Fines generally include small particles, such as, parenchyma cells, other small cells and ribbon-like fiber fragments (approximately 0.2 mm in some instances). Moreover, it is generally understood that fines refer to cellulosic materials that are small enough to pass through a forming fabric. An industry- recognized method (TAPPI T261 – Britt Jar Fines) refers to fines as objects small enough to pass through a round holes having a diameter of 76 microns. Fines can have a significant impact on processing, particularly with regard to retention and drainage operations. Starch are particles that are generally of a length of about 1 – 10 μm and a width of 1.5 – 9 μm, and in some instances appear as platelet- like shapes. Ash particles are mainly represented by papermaking fillers and generally comprise a greater circularity and platelet surface area as compared to the other particle types.
The ability to have a field test method to accurately and repeatedly measure dust and lint particles provides significant advantages to users as well as the potential to save millions in costs for paper product manufactures.
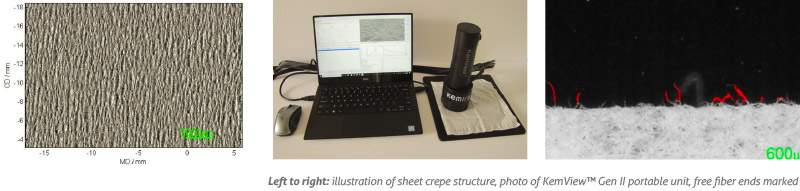
KemView Gen II sheet analyzer (U.S. Patent No. 9,816,977) is an easy to use, fast response equipment, that can be used to assess sheet structure and identify and quantify dust and lint particles. KemViewTM provides a diverse array of sheet measurements and can be effectively used as a laboratory and field support tool assisting in the diagnostics of paper sheets. KemView consists of a digital optical detector positioned at the top of the unit. Multiple LED light emitters illuminate the sheet sample. Analysis of a sheet sample is performed by simply placing the device on top of the sheet and clicking the analysis button. Images at several different sheet locations takes seconds with data easily exported to excel for comparative analysis. KemView is a novel image-based measurement tool that provides in depth 3D analysis of the sheet structure with the ability to easily measure the following parameters:
• crepe bar frequency and count
• crepe bar intensity and distribution
• sheet roughness
• pinholes
• number of free fiber ends (FFE)
• markings (sheet patterns from the fabric)
The KemView patent pending dust and lint measurement test not only can measure the total dust and lint particles but can also identify and quantitatively measure the subcategories such as; fibres, fines, ash and starch.
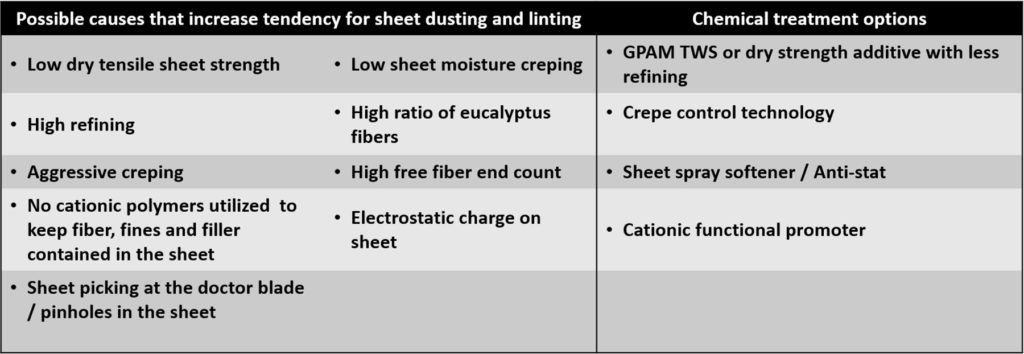
Typically bath and facial tissue products with high softness, low dry tensile strength, high eucalyptus fiber ratio, high recycled fiber ratio, low sheet moisture and high free fibre end count will have the greatest tendency for developing dust and lint.
The new KemView dust and lint test method greatly expands the overall KemView value. The combination of the dust and lint measurement with sheet structure analysis (e.g. crepe bar count, free fiber ends, pinholes) and basic tissue properties (e.g. strength, softness) represents a complete approach to identify the root cause of dust and lint problems, which helps with the more accurate selection of the best possible chemical treatment solution.
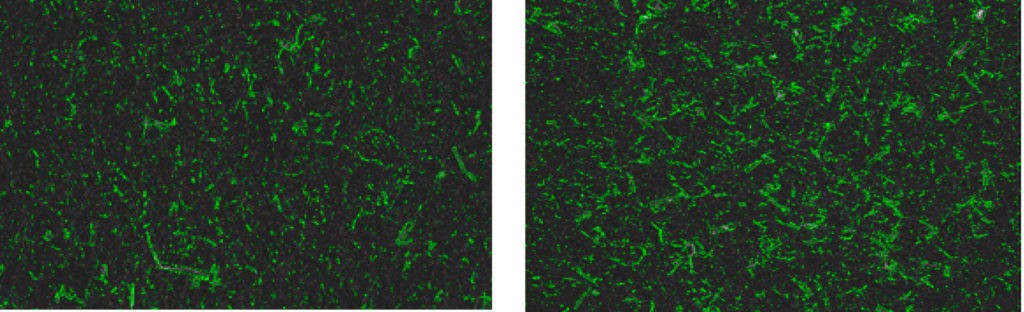
Figures 4 and 5 illustrate an example of the dust and lint measurement performed on a structured bath tissue product with very high dust count. The measurement was executed on both sides of the product (smooth side-500 and structured side-900 dust index). The green color represents dust and lint particles on a black background. A significant difference in dust count is observed between the smooth and structured sides. The structured side presents 80% more dust and lint particles than the smooth side. These levels of total dust are excessive compared to values usually observed for other structured products.



Figures 6 and 7 present a second example focusing on the relationship between dust and lint and basic tissue properties (e.g. softness, strength) for nine different bath tissue products. The dust count is represented by Dust Index (DI), which is an indication for the total dust count per area of product. Generally, softer and consequently weaker products have higher propensity to release dust and lint particles as it can be seen from the figures. Dusting and linting issues can potentially occur with a dust index greater than 100. Two products (red dots) are outliers presenting much higher dust index than the other products (blue dots). A third example, illustrated by Figure 8, further demonstrates how the new KemView dust and lint test method can be used to investigate the source of the dust and lint problem. In figure 8, both products (Product A -140 dust index and Product B -130 dust index) are bath tissue samples presenting similar total dust index. However, the dust and lint released from Product 2 has a higher content of fines than Product 1.
In summary, the KemView Gen II is a powerful tool to help paper producers to improve product quality, operation safety and production efficiency. The new dust and lint test method in combination with the sheet structure analysis provides in dept understanding about the root cause of product dusting and linting, which helps to identify the best approach to solve problem.
This article was written for TWM by Kemira’s Clay Campbell, Tiago De Assis, Lucyna Pawlowska, Chris Nurse.








