




















By Mark Christopher, global market development manager – Tissue, Buckman, Daniel Glover, innovation director – Pulp & Paper, Buckman

Daniel Glover
Innovation director – Pulp & Paper, Buckman
Mark Christopher
Global market development manager – Tissue, Buckman


Current Market Drivers
When it comes to cost drivers in the manufacture of tissue paper, the basic raw material of pulp accounts for more than all other inputs combined, sometimes reaching as much as 70% of the total contribution.
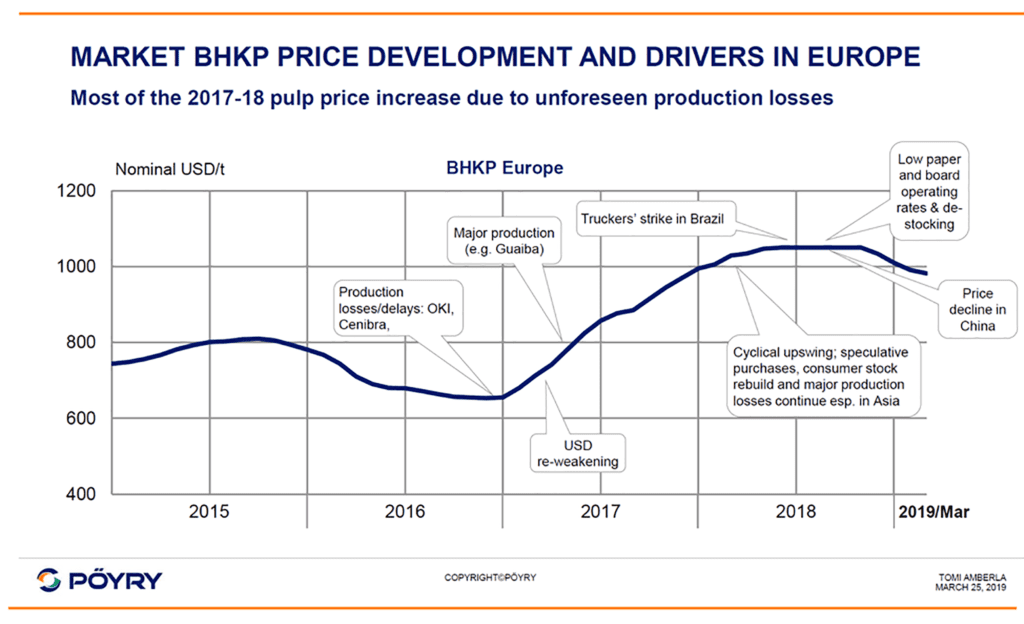
Since mid-2016, the tissue industry has had to deal with pulp prices fluctuating 40% to 50% in price in some geographies.
The drivers of this price swing have been increasing demand for Bleached Hardwood Kraft (BHKP) intersecting with the unfortunate reduction in supply caused by several important, unplanned capacity reductions.
Major contributing factors to the tightening of supply included catastrophic equipment failures at major pulp facilities, trucking strikes, unplanned facility downtime and severe weather impacts. This trend can be seen right in a slide presented by Tomi Amberla of Pöyry at Tissue World Milan 2019.
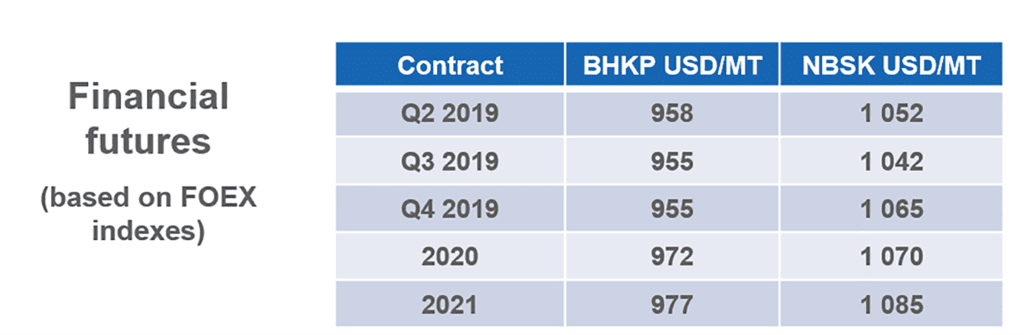
The CEPI European Pulp & Paper Industry Quarterly Report, 1st Quarter 2019, reported it is expected that the current pulp market tightness will continue into 2021 before loosening can begin giving any significant reduction of the pricing trend according to the futures market.
Implications for tissue manufacturers
With their most significant raw material increasing in cost at an alarming rate, tissue producers can be viewed in three distinct categories with respect to their exposure to these price increases:
- Nonintegrated, virgin pulp tissue producers
- Integrated virgin pulp and tissue producers
- Integrated recycled fibre tissue producers
The disparity and impact between the first category and second are obvious. Integrated tissue producers have not been subjected to the same pressures and input cost increases as those tissue producers buying BHKP on the open market. Integrated recycled tissue producers using Mixed Office Waste (MOW) and mechanical furnish, by contrast, have actually seen reductions in the cost of their raw materials in regions like Europe, according to CEPI data.
This disparity has made it difficult for non-integrated producers to pass along pricing increases in the private label market as well as the retail market. Non-integrated producers will have to be more diligent than ever with respect to optimising their pulp use.
Opportunities for pulp cost optimisation for integrated recycled tissue producers
A very large number of producers use a portion of recycled furnish (usually MOW) in at least some of their brands and away from home tissue products.
Integrated producers who are recycling MOW furnish for this purpose usually have significant opportunities for reducing their yield loss and improving their final quality. Doing so allows the manufacturer to increase the percentage of recycled furnish in their products which reduces their final cost per case of finished product. Let’s examine how this can be done:
MOW is generally recycled in a plant with a layout such as the below:
The purpose of this process is to remove contaminants and reach acceptable final brightness levels as required by the finished product specification of the tissue.
Some of the problems associated with this process include the following:
- High bleaching costs due to lack of removal of inks and pigments.
- High yield loss due to lack of concentration of the contaminants in the flotation rejects.
- Redeposition of inks onto the surface and into the lumen of the fiber which suppresses brightness and limits the use in high quality products.
- High yield loss through the washing stage, due to over reliance on this step, due to poor efficiency in the flotation stages.
These problems are why deinking surfactants were invented and employed as part of the deinking process. Over the past decade, however, there has been a trend towards integrated tissue producers with deinking plants foregoing the use of deinking surfactants. Times were good, fibre was cheap, and the drive to quality was pushing MOW out of mid-tier grades in favour of BEKP (Bleached Eucalyptus Kraft Pulp). In those market conditions, it was not uncommon for a deink plant audit to show a zero brightness gain across flotation with a reduced hyperwash potential prior to bleaching, which is evidence of ink redeposition through the process.
These sorts of conditions can be identified and remedied with the right application of knowledge of chemistry:
- Full deinking operation audit to quantify brightness and reject streams.
- Application of correct deinking surfactant to remove, isolate and concentrate the ink and contaminants.
- Optimisation of flotation to the customer needs: reduced rejects for same brightness or increased brightness at same reject rate.
- Optimisation of washing stage to optimal brightness vs curve.
- Pulper time optimisation exercise.
- Rejects stream clarification optimisation.
The results are yield and bleaching cost optimisations that result in a positive ROI for the customer and a better-quality Deinked Pulp (DIP) product. This higher quality DIP can be used to increase fibre substitution rates in the customer base sheet, thereby displacing more expensive fibre sources such as BEK and Northern Bleached Softwood Kraft (NBSK).
For any substitution of a recycled furnish for a virgin furnish to be successful there can be no loss of quality of the base sheet. Outside of the obvious brightness, dirt and stickies issues that come with recycled fibre, there are two additional concerns that become apparent in this process: strength and softness.
Strength
In most cases adding MOW fibre into a tissue making furnish may not directly impact strength per se. While the useable fibre quality may not be that much different than BEK for example, the increased ash and fines that come with the fibre are mostly what impacts strength development. There are good options for increasing strength of blended MOW / virgin furnishes.
Increased refining: If there is capacity to increase refining or change refiner plates to increase fibrillation, this is a good option. However, with this increased refining, there comes a corresponding reduction in bulk and reduction in hand feel. Refining flattens fibres and can reduce bulk if overused. Additional fines created through refining when retained in the sheet give more of a scratchy feel. This type of sheet scores poorly in the softness test panels.
Chemical Strength Additives
Starch: Starch is such a generic term that it over simplifies this class of chemistry. Starch in its many versions is effective and well adopted. However, starch is nutrient rich for bacteria and fungus and if overused and not retained in the sheet can create deposit issues. With proper attention to deposit control programs including biocides, starch can be a cost-effective option.
Dry strength resins: Whether the resin is anionic, cationic or amphoteric, these resins increase inter fibre bonding either alone or in the case of the anionic versions, paired with the addition of a cationic donor to fix it to the anionic fibres. As with any chemical additive, special attention should be paid to storage conditions that may impact shelf life. As with other wet end additives, excessive use of dry strength resins can negatively impact the Yankee coating chemistry.
Fibre modification enzymes: At its most basic level, a cellulase enzyme acts upon a fibre to precondition it for better fibrillation during the refining process. Being very specific to cellulose, these enzymes have minimal impact on other additives, wet end chemistry, or Yankee coatings. Special care should be taken to protect the enzyme while it is acting on the fibre. Oxidising agents and reducing agents can affect the enzyme’s ability to perform. A proper pH, temperature and oxidant / reductant survey of the mill process must be conducted to choose the best location to add the enzyme.
Often with the simple addition of the right enzyme, the same strength can be achieved at lower refiner energy thus increasing bulk. Alternatively, keeping the same refiner energy should result in higher strength. This ability to get better strength with minimal disruption to other additives lends itself well to fibre substitution. Reference “The Chemistry of Soft Tissue” in the July/August 2018 issue of Tissue World Magazine for more information about enzymes.
Providing additional strength to a weaker fibre stream thus allowing a higher percentage to be included is easy to calculate. Adding 20% more of a furnish that is $200 / ton less expensive to a total recipe is a $40/ton savings minus the cost of the enzyme, of course. Based on current market conditions an estimated cost difference between MOW and SWK of $200 per ton is a reasonable number. As with any commodity, prices will fluctuate. This fluctuation in pricing also gives further credence to developing multiple furnish options. The same sort of logic can be applied to virgin pulps as well. Treating the weaker, less expensive pulp with enzyme to increase its strength allows for a higher percentage to be used in the recipe.
Softness
When considering fibre substitution for improved cost position, strength is not the only consideration. Softness must be maintained. There are many factors that impact softness and hand feel. The impact of fibre substitution on softness / hand feel is well known. For example, excessive fines and fillers retained in a sheet will produce a lower TSA softness and corresponding scratchier feel that will not score as well in hand test panels. How can you use more MOW or even 100 % MOW and produce an equal quality base sheet that passes the softness test panels?
Fortunately, there are some good options available.
Spray-on Softeners
Applying a hand feel agent directly where it is needed may be the most cost-effective way to improve hand feel. When applying a product directly to the surface of the sheet there is no doubt whether the material is retained or not. It is on the surface. Buckman® 795 is a synergistic blend of softening agents in a natural oil carrier. The product was developed to be applied directly to the surface of the sheet. Below is an example of where Buckman 795 was applied. This mill was making a 9-pound bath tissue from 100% deinked MOW. The softness target was a hand feel of 62.5 as measured by Emtec TSA. About 4 pounds (2 kg) per ton of the softener was the optimum dosage for this application.
Wet End Addition of Softeners
For some mills there are reasons not to use a spray-on softener. For these mills a wet end addition of a self-retaining softening or hand feel agent makes more sense. In the tissue industry the term softener is often mistakenly used when applying a debonder. The key difference is that a debonder is added to reduce tensile strength. A softener should primarily impact hand feel and not necessarily strength. Using more DIP in the furnish blend lends itself to more strength needed so a debonder is likely not a good fit for a mixed virgin / DIP tissue manufacturer. A true softening agent that is easily retained in the sheet is likely the better option. As with any wet end additive, careful attention to addition points is critical and charge control necessary to maximise the benefit of the softener.
Summary
Using more recycled fibre or even all recycled fibre for now seems to be a good option for those who can handle it. Improved recycled fibre mill operation which includes the proper deinking chemistry is crucial. Determining what furnish to use for optimum cost becomes much easier once the problems of low strength and poor softness with these materials can be mitigated with the right chemistry. The proper use of strength additives including enzymes for strength combined with the best available technology for hand feel, whether it is surface applied or wet end added, opens a very wide operating window for furnish selection and thus cost optimisation for the tissue manufacturer.
References
MECHANISM AND NOVEL DEINKING METHODS FOR NON-IMPACT PRINTED PAPER A Thesis Presented to The Academic Faculty By Daniel T. Lee
T. W. Jeffries, J. H. Klungness, M. S. Sykes, and K. R. Rutledge-Cropsey, “Comparison of enzyme-enhanced with conventional deinking of xerographic and laser-printed paper,” TAPPI J., vol. 77, pp. 173-9, 1994.
A. Das, T. Paul, S. K. Halder, A. Jana, C. Maity, P. K. Das Mohapatra, B. R. Pati, and K. C. Mondal, “Production of cellulolytic enzymes by Aspergillus fumigatus ABK9 in wheat bran-rice straw mixed substrate and use of cocktail enzymes for deinking of waste office paper pulp,” Bioresour. Technol., vol. 128, pp. 290-296, 2013.
T. W. Jeffries, R. N. Patel, M. S. Sykes, and J. Klungness, “Enzymic solutions to enhance bonding, bleaching and contaminant removal,” Mater. Res. Soc. Symp. Proc., vol. 266, pp. 277-87, 1992.
This article was written for TWM by Mark Christopher, global market development manager – Tissue, Buckman, and Daniel Glover, innovation director – Pulp & Paper, Buckman.








