




















Companies struggle to control base weight even within a single batch. In order to meet minimum weight targets, most compensate by increasing the average weight of their tissue rolls, therefore “giving away” a percentage of their product. Eduardo de Almeida, partner, Cognit NRG, and Fernando Correa, Head of Process Industries, Spain, AFRY, explains what to do about it.

The tissue paper market has seen continuous growth since the early 1900’s. Growth has been driven by various market drivers. Nonetheless, the latest global turmoil caused by Covid-19 has also had a lasting effect on the tissue industry, changing consumer behaviour.
In addition to the market and demand fluctuations, more recently other topics are increasingly putting pressure on tissue producers, such as high pulp prices or rising energy cost, or both, which are impacting profitability in the sector.
Now is a very relevant moment to pay attention to all opportunities that could help tissue producers to optimise the production processes to improve profitability.
Weight control improves the quality of the end product

Industries, Spain, AFRY
Weight control in the tissue industry has always been controversial. While some brands clearly indicate minimum weights on their packaging, many simply avoid the subject altogether.
Unlike other sectors, such as food or cosmetics, legislation does not generally require tissue manufacturers to provide minimum weight information on the packaging.
Some would argue that total surface is more relevant, and that is precisely what many companies advertise. Whatever the production strategy chosen by a tissue producer, one thing is clear and common for all: the weight of the end product must be as homogeneous as possible. The base weight affects most of other paper characteristics, and good weight control has benefits in better quality, process stability as well as cost reduction.
Tackling that issue, our team set out to evaluate tissue producers in Iberia. How homogeneous is the basis weight of the products we can find in our supermarkets?
For the analysis, we simply had to purchase commercially available tissue, weigh it, and measure the total surface. The chosen product for comparison was compact 2-ply toilet rolls in every case. To ensure a sufficient sample for statistical significance, at least 36 tissue rolls from different manufacturing lots were analysed for each brand from different producers.
Our study aimed to quantify the variability that comes from differences in the base weight on a single ply of paper. To answer this question, our team had to unroll each tissue roll and count the number of pieces, to find out the total surface in each roll. Base weights ranged from 14,9 g/m2 to 19,6 g/m2, so to compare variability we had to divide the weight of each roll by the average base weight of its given brand. With few exceptions, most producers had the same length for all their rolls, meaning that most of the variability of the roll’s total weight came from base weight and not overall roll length.
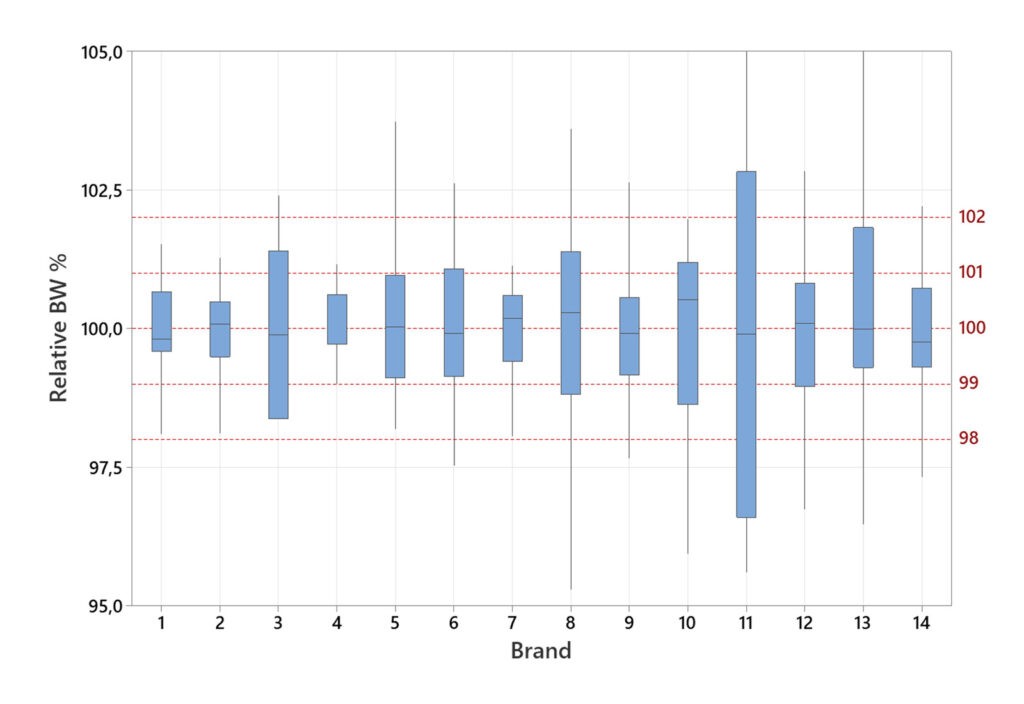
Each roll weight was divided by the average of its producer, to be comparable. Therefore, a roll that is 101% on the following chart is 1% above the weight of the other rolls of that given brand.
How to minimise variability and reach a stable quality?
With the above presented results in mind, one can say: to minimise variability in the final product, a company must have minimal variability in paper base weight. It is an obvious statement, and most companies know this. However, as shown, many companies struggle to control base weight even within a single batch.
In order to meet minimum weight targets, most companies compensate by increasing the average weight of their rolls, therefore “giving away” paper for free. Within this study, there was a case of a company supplying an average weight of 3% above specs (rolls were on average 3% above target).
Financially, for example, reducing variability on a paper machine that makes 70,000tpy by 1% could save a company approximately €450,000.
Where does this variability come from and how can a company minimise it?
Variability comes from many sources. Some are intrinsic to the process, such as cross-directional variability. It can be minimised by careful head-box adjustment optimisation, but there will always be a certain amount of noise left.
However, there are many other sources, such as longitudinal oscillation, measurement methods, instrument calibration, machine control, converting processes, etc. Each source of noise should be evaluated, quantified, and acted upon accordingly.
Because weight variability in the end-product has multiple sources, Process Engineering should evaluate it at factory level. Every tissue maker should monitor weight variability of its end products as a Key Performance Indicator and resources should be allocated to control processes to achieve maximum stability.
In order to reduce grammage variability with minimal cost and time, AFRY, in cooperation with Cognit Paper, have applied digital tools in different projects to quantify the different sources of variability in the process, taking measures and quickly reducing variability.
This can be from cross-directional or machine-direction variability, lab procedures, scanner calibration, operator procedures, converting handling, through to any other sources of variation.












