



















")
By Kemira Chemicals’ Lucyna Pawlowska, Principal Specialist, Applications & Marketing, Pulp & Paper, Americas, and Vladimir Grigoriev, Director, Applications & Marketing, Pulp & Paper, Americas. A TWM report.

Abstract
Dust and lint in tissue negatively impact operational safety, machine productivity and tissue quality. One approach to reducing tissue dust is the use of dry strength resins (DSR) combined with lower refining. To support the dust control program implementation, Kemira has developed a unique and reliable test method utilising an image-based instrument, KemView Dust Analyser. A combination of an effective DSR and an ability to quantify dust are two critical factors for a successful dust control program. In this article, we review our dust control programmes and demonstrate their effectiveness with industrial case studies.

Introduction
A high amount of dust is generated in production of tissue paper, especially premium bath and facial tissue made with eucalyptus fibres or tissue produced with recycled fibres.
Both eucalyptus fibres and recycled fibres are relatively short and poorly bound to the sheet surface. The largest amount of dust is formed during the creping process, especially if creping is performed at a low sheet moisture (2%-4%) in order to increase tissue softness. Dust is also formed during slitting, rewinding, converting and embossing.
The mitigation of dust formation is a significant challenge for tissue producers. High levels of dust negatively affect safety and productivity in tissue mills and converting plants. Dust creates hazardous conditions that can lead to fires and explosions, and workers who are exposed to tissue dust can become allergic to it. Excessive dusting can reduce machine productivity due to frequent clean-ups, unexpected shutdowns and equipment or instrumentation failure. Finally, consumer’s dissatisfaction about a tissue product can arise if tissue leaves lint residue on consumer’s skin or dust accumulates around tissue dispensers.
Tissue makers use various tools to mitigate dust. Most commonly, mills use dust collection systems for dust removal from air and from the tissue machines and converting equipment surfaces. Dust removal systems ensure a safe environment in the mill and converting facility. However, mechanical removal does not reduce the dust present in the final tissue product.
There are chemical solutions that can be utilised to minimise dust in tissue and also to reduce dust formation during creping and converting process. One of these solutions is the application of synthetic dry strength resins.
Application of dry strength resins
Dry strength resins (DSRs) are typically used in the wet end to treat pulp stock. Their primary function is to increase hydrogen bonding between cellulose
fibres and make the sheet stronger
under dry conditions.
DSR helps bind loose cellulose fibres to the tissue sheet and makes the sheet surface stronger and less prone to linting. The increased strength due to DSR can further allow for reduction of fibre refining, minimising fines generation and reducing dust.
The selection of DSR depends on the tissue grade and desired tissue properties, as well as on the furnish type and the wet end conditions. Kemira offers various types of synthetic resins for dust control: FennoRez products based on glyoxalated polyacrylamide (GPAM) and FennoBond products based on solution polyacrylamide (SPAM) that can be cationic, anionic or amphoteric. [1]
FennoRez GPAM products develop both dry and wet strength, therefore their application is suitable for the production of premium bath tissue or for the production of napkin, facial or towel grades. GPAM resins can be designed to provide a desired wet tensile decay rate. For premium bath tissue, GPAM resins are selected that provide wet tensile strength that decays rapidly after the tissue is exposed to water. The rapid wet tensile decay of bath tissue is necessary for a quick disintegration in the septic system.
For other grades, e.g. facial, napkin and towel, GPAM resins with a lower wet tensile decay are more suitable. These type of resins can even replace permanent wet strength resins, at least in the away from home (AFH) towel grades. [2]
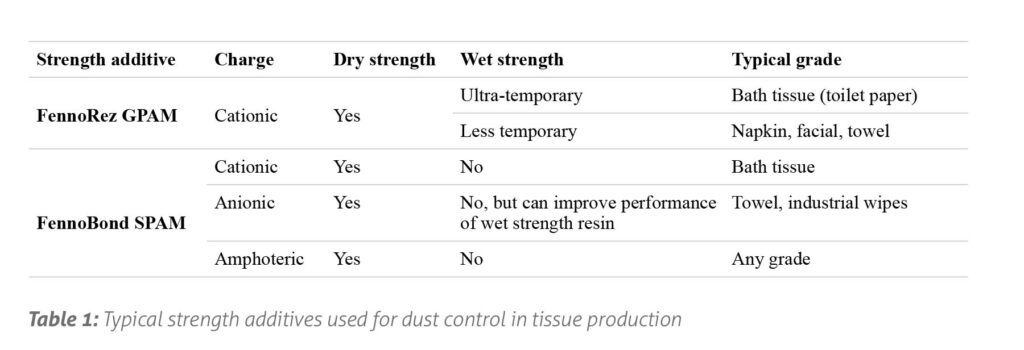
FennoBond SPAM resins help develop dry strength without any contribution to wet strength. Cationic SPAM resins are applied in the production of AFH bath tissue and occasionally in the production of napkins. Anionic SPAM resins are mostly used in the production of towel grades with high wet tensile targets. Anionic resins not only enhance dry tensile strength, but also improve retention and performance of permanent wet strength resin by providing additional negative sites on fibres. Amphoteric SPAM resins are useful in furnishes of high conductivity and alkalinity, and they can be used for any tissue grades.

The increased dry tensile strength due to DSR can also be traded off for additional benefits by reducing refining. Lower refining results in a lower fines load and therefore a lower dusting potential. Furthermore, lower refining leads to other highly valuable benefits such as improved retention, increased dewatering, higher sheet bulk and softness and a reduced load on the fibre recovery systems.
KemView dust analyser
Kemira has developed a reliable and quick test method that quantifies dust coming from the tissue sheet, either a base sheet or converted product. This method utilises an image-based instrument, KemView Sheet Structure Analyser [3] whose capabilities were recently expanded to also quantify dust on the tissue sheet. In this test, the dust present on a tissue surface is transferred to a black felt, using Kemira’s proprietary method.
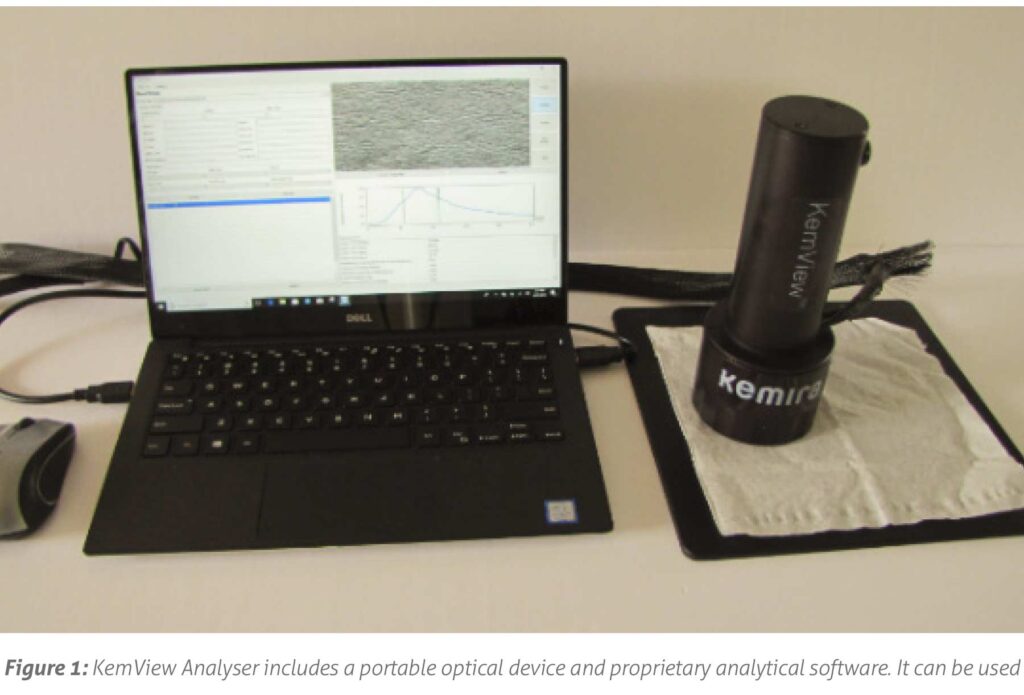
Then the KemView Analyser is placed on the top of the felt and the image of the black felt surface with the transferred dust on it is analysed by KemView software. The data is expressed in a number of dust particles per cm2. Dust particles are categorized according to size as specified in Table 2.
The KemView method also provides insight into the tissue sheet structure by quantifying the number of crepe bars, pinholes and free fibre ends, roughness of the surface and sheet marks formed by wire or an embossing pattern. The sheet structure parameters reflect the level of the Yankee coating adhesion during the creping process and the effect of wet-end chemicals, especially strength resins, on the coating and ultimately dusting.
Usually, very high Yankee coating adhesion can lead to excessive dust formation, tight crepe structure (large number of crepe bars), low surface roughness (low height of crepe bars), and a large number of pinholes and free fibre ends.
The KemView dust analysis can now demonstrate directly how the application of dry strength resins during the tissue production affects dust and lint formation, while the KemView sheet structure analysis demonstrates how Yankee coating and functional wet-end chemistries, including strength resins, affect the sheet structure and quality.
Case studies
Case study 1: reduction of dust on structured tissue machine
A structured tissue machine producing At-Home (AH) bath tissue experienced an excessive formation of dust. This machine has a three-layer headbox, and 100% Kraft hardwood fibre was used in the top and bottom layers, while refined Kraft softwood was used in the middle layer. During the production of bath tissue, the mill utilized wet-end softener to improve tissue handfeel and enzyme to increase strength in the middle layer. The application of softener reduces overall tensile strength, while the application of enzyme, if not managed properly, could lead to increased fines content in the short loop. Both of these applications, as well as the use of weaker fibres in the top and bottom layers, could contribute to excessive dusting during the creping process.
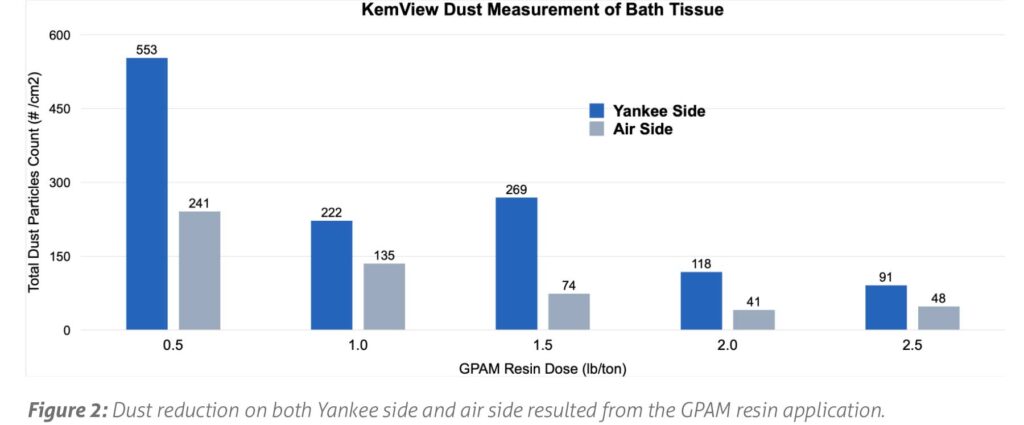
Kemira proposed application of a unique high solids GPAM resin to improve bonding of fibers and fines to the sheet, and thus reduce dust formation. Another objective was to impart temporary wet strength to the sheet, typically desired for premium bath tissue grades.
The strength resin was applied at a dose ranging from 0.5 to 2.5 lb/tonne on a solids basis. The parent roll samples prepared with different doses of strength resin were analysed on the Yankee side and airside using KemView Analyser. The analysis showed almost twice as much dust on the Yankee side than on the air side (Fig. 2), which is not surprising since the Yankee side is exposed to the aggressive action of a creping blade. As the strength resin dose increased from 0.5 lb/tonne to 2.5 lb/tonne, the sheet dry tensile increased, which allowed for reduction of softwood fibre refining. The combination of a higher dose of strength resin and reduced refining resulted in a tissue dust reduction by 84 % on the Yankee side and by 80% on the airside. In addition to a substantial decrease in dust, a significant machine speed increase was obtained.
Case study 2: reduction of dust in production of “strong and soft” bath tissue
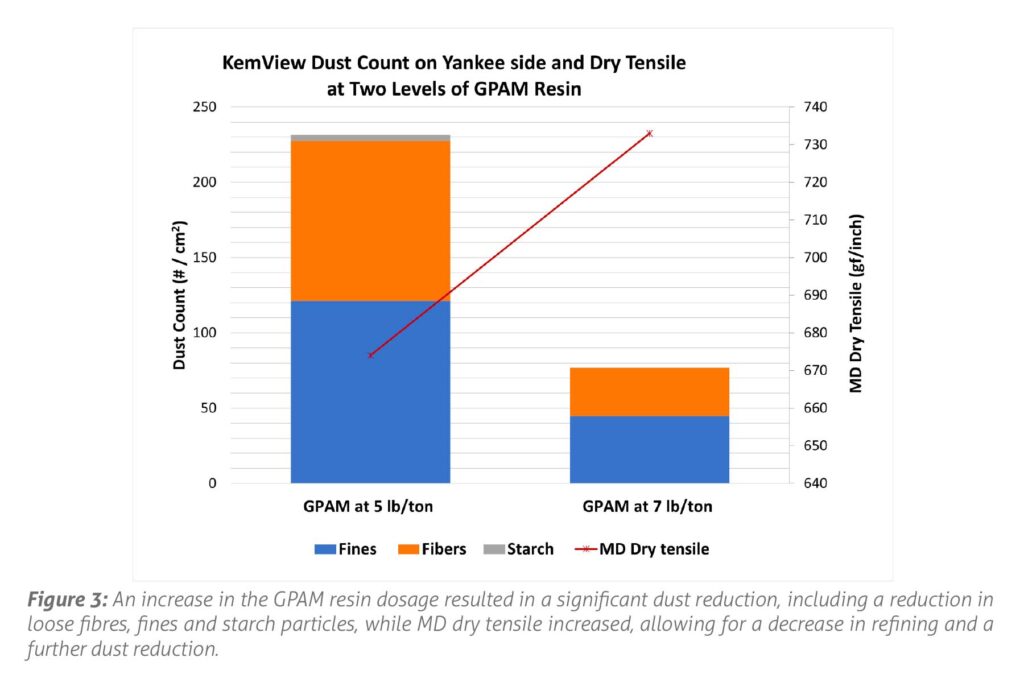
A tissue producer set a goal to produce a strong and soft bath tissue grade with low level of dust and lint. Kemira’s GPAM resin was already applied on this structured tissue machine utilizing eucalyptus and Kraft softwood fibre. To minimize dust, Kemira proposed an increase of the strength resin dose from 5 to 7 lb/tonne. Fig. 3 shows that this approach resulted in 68% less dust measured by the KemView test and 9% higher dry tensile. The increased dry tensile allowed for a reduction of fibre refining and a further dust reduction. This case study clearly demonstrates that a stronger tissue releases less dust. Reduced fibre refining also helped maintain the desired tissue softness. Overall, an increased dose of GPAM resin allowed the tissue maker to reach their target of soft and strong bath tissue with a low amount of dust.
Conclusions
Dry strength resins (DSR) are highly effective for dust control in tissue. Strength gained due to DSR also allows for reduction in refining, which can lead to a further decrease in dust and additional benefits such as tissue softness and bulk, increased dewatering and improved retention. The implementation of a DSR-based dust control program can now be more successful when supported by the unique KemView Dust method. This new method allows for quick and reliable quantification of dust and other structural features in the produced sheet, providing real-time insight into the dust potential during chemical trials or other process changes on the machine.
This article was written for TWM by Kemira Chemicals’ Lucyna Pawlowska, Principal Specialist, Applications & Marketing, Pulp & Paper, Americas, and Vladimir Grigoriev, Director, Applications & Marketing, Pulp & Paper, Americas.
References
1. Grigoriev, V., Mäkinen, M., and Zulian, R., ”Squeezing More Profits of Your Sheet Using Novel and Conventional Strength Technologies”, Tissue World Magazine, September 2013.
2. Campbell, C. “Grade specific optimization: Permanent (PAE) versus temporary (GPAM) wet strength utilisation”, Tissue World Magazine, September 2015.
3. De Assis, T. and Pawlowska, L., “A Comprehensive Approach for Tissue Paper Characterization-Kemira Tissue Quality Analysis”, Tissue World Magazine, April 2021.
Acknowledgements
The authors would like to thank Harold Goldsberry for his contribution to the case studies and valuable discussions.








