




















By Paul Watson, director of Canfor Pulp Innovation and Wlad Janssen, specialist on tissue for Canfor Pulp
Fibre is the highest single cost element of a finished tissue product, typically more than 50% of the total cost, of course with variations and depending on quality attributes such as softness, bulk, strength and absorption.
The highest quality tissue products are still mainly produced using virgin pulps, usually a combination of long fiber softwood and short fiber hardwood pulp. The hardwood portion today is predominantly manufactured from eucalyptus.

There are tissue products made with 100% hardwood pulp, and these can be very soft as a result. However, there are drawbacks, such as strength degradation in embossing and lower converting efficiencies. Strength enhancing additives can be used, but these affect cost, and resultant tissue properties.
Because of the price differential between softwood and hardwood pulps, it makes sense to optimize the use of hardwood pulp in the furnish, without compromising the desired final tissue product properties and efficiencies in manufacturing.
The highest profit margins tend to be realized in the higher quality tissue products, and so these are “drivers” to obtain the highest quality possible. Quite often, the properties of brand leading tissue products have become the target for competitors. The pulp fibre, the manufacturing technology and know-how together deliver the level of quality achieved in the final tissue product.
All softwood kraft pulps are not equal, NBSK pulps. There are differences in unrefined strength (Breaking Length) and the strength increase obtained from refining is different for each pulp during low consistency (LC) refining. Generally the energy input is kept below about 100 kWhr/MT.
‘Not all NBSK pulp is created the same, the quality differences should be exploited to increase quality and reduce the total cost.’
A very good fibre quality is essential for making the highest quality tissue product. In many industries the quality of the base materials governs the quality of the resulting product, and tissue is no exception.
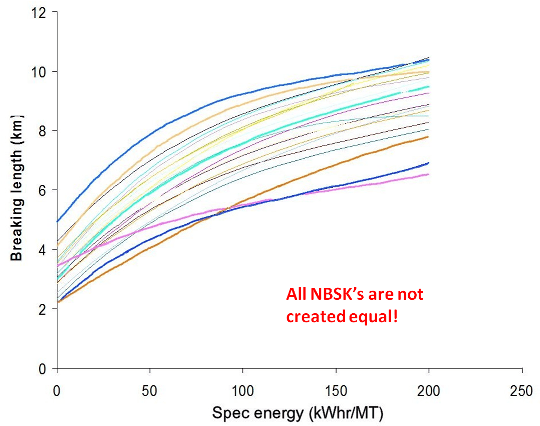
The furnish for tissue contains fibres from different sources, i.e. from different (SW and HW) pulps that may be used plus some broke from the paper machine and possibly as illustrated in refining curves in figures 1 for BSK and 2 specifically for broke from a converting operation. Chemicals including charge promoters, additives for strength, additives for promoting softness, enzymes, wet-strength resins etc are also present.

Although the mixture can be quite complex, it is possible to make general observations about the desired properties for the furnish, and from this derive the key fibre quality factors that are required.
It is desirable to manufacture a tissue base sheet with the desired strength, bulk and softness utilizing a furnish that requires as little energy as possible for dewatering and drying on the paper machine.
The ease, or difficulty, of dewatering a fibre suspension can be measured by the degree of “freeness”, commonly by SR (Schopper Riegler) or CSF (Canadian Standard Freeness). It must be remembered that freeness is an outcome of refining, not a target, and that freeness can be achieved through both optimized and suboptimal refining.
An easy draining furnish, as measured by a low SR or a high CSF, will tend to make both dewatering by mechanical means and subsequent drying easier, using less energy. For the tissue manufacturer this also results in a higher bulk and softness in a dry crepe process, everything else being the same.

Fig 2 shows strength as function of freeness for a number of NBSK pulps which was determined using the pilot refiner at Canfor Pulp Innovation. The use of a pilot plant refiner gives results that are indicative for the results that can be obtained in a tissue paper mill, which is not necessarily true for PFI values that are reported by most pulp suppliers. A good value for freeness for tissue manufacturers is around 500ml CSF or 25oSR and the intersection of the demarcation line with the curves shows the resulting strengths. The NBSK pulps from Canfor Pulp, Intercontinental and Northwood, are identified in this graph as providing superior tensile strength.
‘Fibre quality and furnish preparation account for more than 50% of the quality and more than 50% of the total cost, of a high quality finished tissue product.
A higher strength at a given level of freeness (preferably a high CSF/low SR freeness), enables reduction in the (highest cost) softwood component, while retaining resulting furnish strength and freeness.
If the higher strength is obtained while using a lower refining energy, and less softwood pulp needs to be refined, then this is an additional advantage that translates in lower costs.
Refining is a subject often overlooked by tissue makers as the negative effects such as loss of bulk and softness are well known, however the subject is too important to neglect. Refining under proper flow and consistency conditions, using a plate design optimized to the furnish, results in a lower energy cost and higher pulp quality. It will also reduce potential to generate fines.
If the content of fines is high in the furnish, the drainage will be negatively affected, and dust can be generated on the paper machine and in converting, that could be avoided.
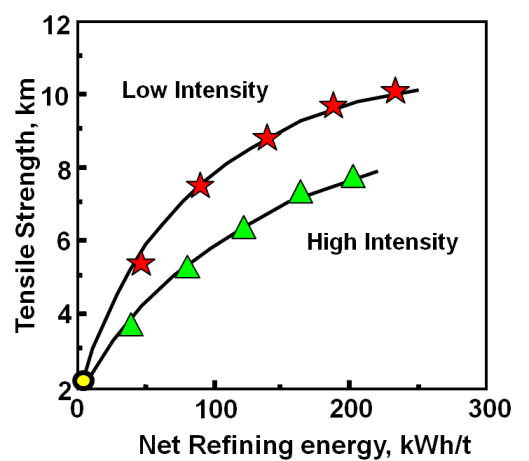
Fig 3 shows how low intensity refining of fine fibred NBSK pulp, using a low intensity fine bar plate design leads to higher tensile strengths at the same energy input, or lower energy input for the same strength.
In mill trials, we have found that refining is generally suboptimal. One of the reasons is that a typical tissue mill produces quite a few different products from varying furnish compositions. In these furnishes, the softwood portion to be refined can vary, for instance, from 10% to 60%, depending on the quality of the tissue being made and on the grade, i.e. napkin, toilet tissue, facial, towel, or another grade.
Under these circumstances, it will be difficult to maintain the proper flow and consistency conditions for the refiner that is used.
For soft and bulky tissue grades, refining of only the softwood is recommended. In most tissue operations active use is being made of the machine or “touch up” refiner. This refiner usually operates in its correct flow and consistency regime, however its energy should be minimized.
Co-refining mixtures of softwood, hardwood and broke, is common at the machine refiner.
Optimal refining for hardwood and softwood pulps is accomplished with different plate designs, but optimum refining of a furnish mixture can still be more challenging. Therefore the machine refiner should be used at a minimum energy input level.
The tissue web must be very flexible, have a high bulk, and a smooth surface, yet it has to be sufficiently strong, have good absorption characteristics, and should not significantly lose strength when being embossed, laminated etc.
This is a tall order, but it is generally accepted that the best fibres, both softwood and hardwood, for achieving this must be slender, long and have a small wall thickness.
The quality parameters of a pulp are commonly provided by a typical property sheet (TPS) that is based on standard pulp quality measurements.
The TPS is indicative but does not give a complete picture, as it is generally based on a single sample, occasionally updated, which reports measurements that are based on a standard hand-sheet not fully indicative for the performance in an actual tissue paper making mill.
Variability in the pulp characteristics are important and can change production efficiency and the quality of the end product, which in the case of tissue can be changes in strength, bulk and softness.
The results of the full evaluation of the properties of a pulp shipment is not known, because of the time it takes to complete the testing.

Canfor Pulp is now actively working to further optimise pulp quality variations by implementing a unique suite of state of the art fibre and pulp quality measurements and controls covering the pulp making process from the wood chip input to the finished pulp output.
Based on the concept of Total Quality Management, Canfor Pulp has code named this project “Mihari”, the term is Japanese for “Watch Guard”. Upon completion, comprehensive and up to date quality data will soon be available to every Canfor Pulp customer on a per shipment basis.
Canfor Pulp’s ongoing commitment to tissue making is further exemplified in our unique technical information website (www.temap.com).
Canfor Pulp is a leading global supplier of northern bleached and unbleached softwood kraft pulp and paper products with operations in the central interior of British Columbia, Canada.








