




















As urbanisation increases, so does demand for more varied and sophisticated tissue products. The tissue giant tells TWM why it has growing confidence in its Thai and Asian tissue operations.
The exact recipe for soft tissue is often a well-guarded trade secret. While the recipe or SOP to manufacture soft tissue can be different from corporation to corporation, the physical properties that give the perceived softness are not secret. Physical properties of bulk, bulk to basis weight, crepe structure, drape, strength and hand feel all impact the perception of softness. Each of these physical properties can be influenced if not controlled through the application of the proper chemistry.
Bulk is a measure of thickness of the tissue, but must be corrected by the amount of fibre used, thus most if not all manufacturers use bulk to basis weight as the yard stick. The objective is to achieve a bulky sheet with minimal fibre. Of course, the combinations used is the starting point and often dominates the bulk to basis weight equation. Different fibres with different characteristics such as length, kink, curl and thickness impact directly the bulk of the sheet. However, there are certain processes and chemistries that influence the final bulk of the sheet.
Pulp must be refined to affect the fibrillation needed to improve hydrogen bonding and generate strength in the final sheet. However, with refining comes a corresponding cutting of fibres and more importantly, their flattening. This flattening causes an accompanying reduction in bulk. In a perfect world, soft bath tissue would not be refined.
While great strides have been made in the last decade to design refiners and refiner plates to gently fibrillate the fibres while minimising cutting and flattening, refining still results in some flattening and thus some reduction in bulk. In reality, anything a manufacturer can do to reduce refining and refiner energy will of course improve bulk. This is actually somewhat deceiving as bulk is not really improved, but the reduction in bulk is minimised. One relatively new development to reduce overall refining energy is known as enzyme assisted refining.
Enzyme assisted refining involves the use of enzymes and in particular cellulase enzymes to help in the de-lamination of the outer wall of the cellulose fibre. Not just any cellulase enzyme will suffice. Careful research over the years has identified the specific enzymes that are most useful for this purpose.
Each enzyme will have a preferred pH, temperature and contact time to achieve the highest level of activity. Activity is determined by relative number of reactions carried out per given amount of time. These activity curves of pH, temperature and time are usually bellshaped curves. Applying the enzyme at the proper pH and temperature, then retention time becomes important. For example, longer contact time with the fibre before refining allows for less enzyme to be used.
The best way to think of an enzyme in this case is as a catalyst. The enzyme catalyzes these reactions or breaking of the bonds that make up the outer wall of the cellulose fibre without being consumed in the process. One enzyme can catalyze hundreds or thousands of reactions. These reactions or manipulations of the surface of the cellulose then prepare the fibres for refining. This pre-conditioning allows refining to be more efficient, meaning less refining or less energy in refining is needed to achieve the same level of fibrillation, which translates into the same final sheet strength. It is this reduction in refiner energy from pre-conditioning with enzymes that improves bulk.
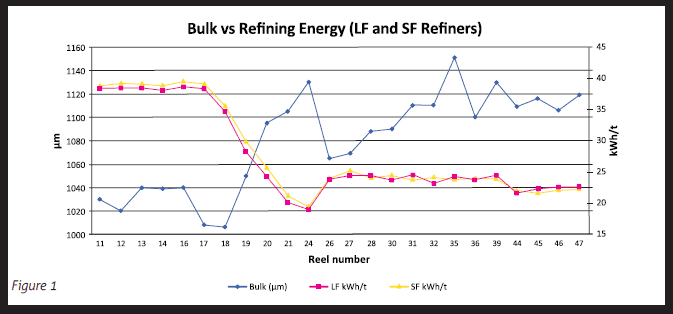
Figure 1 shows data collected at a virgin premium tissue manufacturer. The furnish is a combination of short and long fibres. At 250 grams per tonne of the enzymatic product, refiner energy was reduced by approximately 50% which resulted in at least a 10% increase in bulk at the same basis.
Over the last few years, a significant amount of time and effort has been expended to find performance additives for enzymes in this area. Materials or combinations of materials were identified to improve the activity rate. Novel performance additives are included are included in Buckman’s US patent numbers 8,784,613 and 8,652,301. As these materials improve the rate of activity of the enzyme, they allow for lower end-use application rate of the enzyme. Examples of these patented products include Buckman’s Maximyze 2596 and Maximyze 2597. Each uses a different enhancing material, but both are more efficient than previous products.
Bulk is also a function of how well the sheet is creped. A good crepe structure with good crepe bars per inch is critical to the manufacture of soft tissue. While crepe structure is not as important on a structured asset, meaning a tissue machine that imparts a three-dimensional structure by way of a felt, belt, fabric or other mechanism prior to the Yankee dryer, crepe structure is still important for softness and hand feel.
On a conventional, light dry crepe machine, since there is no structure imparted prior to the Yankee, creping the sheet is more important. Also, the creping blade is the last opportunity to impart mechanical energy into the sheet.
Creping chemistry is essential to impart the proper crepe structure to the sheet. The intimacy of the creping adhesive to the sheet is the beginning of this process. The creping chemical package must assist in the pickup of the wet sheet, penetrate the sheet to some degree, cure on the Yankee, then deliver the sheet to the creping blade for the final crepe structure.
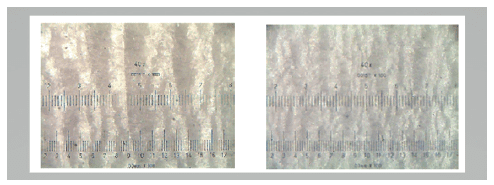
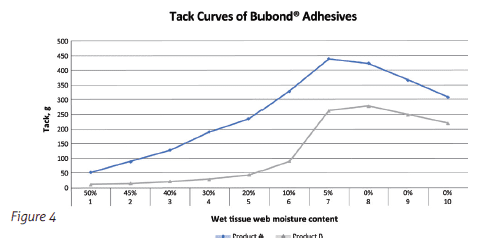
This is an oversimplified explanation of what actually happens during this process. The point is that without good creping chemistry proper crepe structure is impossible, but when conditions are right, the creped structure yields increased bulk, crepe bars per inch and better hand feel (Figures 2 and 3). For many years, developing the chemical products for Yankee coatings was partly based on the experience of the chemists and the savvy of the technical specialists in the field that apply this chemistry. As these adhesives are polymers, understanding which physical properties of the polymer resulted in better performance was not always apparent. At Buckman, we have refined this product development process by using new techniques and creating our own proprietary test methods to identify the properties of the product that impact performance. Some of the physical properties of polymers that are measured include: molecular weight, glass transition temperature, drying speed, tack, and stress/strain modulus.
The proprietary application tests attempt to mimic what happens on the Yankee before, during and after the crepe blade. The combination of physical property measurements and these proprietary tests have yielded a more efficient product development process and predictive performance on the Yankee.
The latest development that employed these new techniques in this area is Bubond® 2646. This product is unique in its physical properties and a departure from what is normally expected to function well on light dry crepe machines.
Bubond® 2646 provides better adhesion from pickup to the blade and is more substantive to the Yankee allowing good coating build. The addition of a good modifier softens the coating to allow for good doctorability, blade lubrication and runnability while simultaneously improving stretch.
A recent evaluation of Bubond 2646 resulted in improved bulk over the competitive program. The machine is a traditional light dry crepe machine using a combination of virgin hardwood and deinked mixed office papers.
At an add rate of 2.2 – 2.5mg/square metre mated with a modifier dosage of 8 – 12mg/square metre, the mill was able to increase stretch by 5% and bulk by 11% while maintaining all other quality specifications. Blade wear was similar and runnability improved.
Probably the most common chemical method to increase softness of tissue is with debonder chemistry (Figure 5). Fatty, quarternary amine chemistry has been used for many years to debond the sheet. The mechanism is simple, but the application can be complicated. This cationic material when added in the pulp slurry, attaches to the anionic sheet and the hydrophobic tail rotates freely from this fixed point. It is the fatty tail that interferes with the hydrogen bonding process from fibre to fibre.
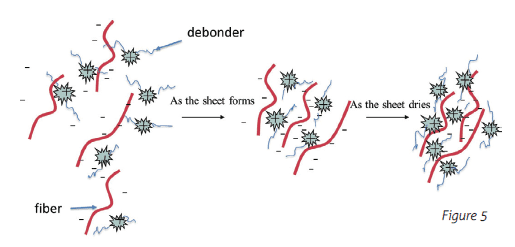
Interfering with the bonding process, of course, reduces sheet strength. A weaker sheet with additional drape generally scores well in hand panel testing. The strength of the sheet is also an important part of the algorithm used in most mechanical softness measurement devices.
Although the mechanism is simple and known, balancing the necessary sheet strength generated through refining with the debonder dosage can be difficult for machine operators. Over feeding of the debonder can also impact the Yankee coating chemistry. The added release caused by the debonder at the Yankee can negatively impact the crepe structure and thus negate the benefits to hand feel of the lower strength sheet. This balance of debonder dosage, refiner energy and creping chemistry optimization can sometimes be more than a novice machine operator can handle.
Another negative of the traditional debonding chemistry is its interference with absorbency. As the quarternary ammonium compounds have large hydrophobic moieties the
hydrophobicity of the compound is transferred to the sheet. If over fed, these debonders can reduce water absorbency which is a desirable property for creped products.
There has been a need in market for a softening agent that does not impact sheet strength. Stated another way, the market needs a non-debonding softening agent that can be added in the wet end with minimal impact on Yankee chemistry, wet end chemistry or final product absorbency while improving hand feel.
Buckman began the search for this type of product more than four years ago. Investment in new hand feel instruments, water absorbency instruments, and improved techniques for testing in the lab were employed to predict performance. Some of the chemistry for hand feel components have been disclosed in patents over 25 years ago. New compounds have been developed based on this known chemistry. However, determining which known components and novel components to use and how to formulate these materials to be substantive to the fibres and have little impact on strength, creping chemistry or absorbency is where the science is concentrated.
Developing a water based, stable, flowable softening agent that met all these requirements while meeting regulatory allowances was a tedious process. The products developed for this project met these objectives.
Figure 6 shows trial data collected from a middle market producer of private label bath tissue. Furnish is a combination of deinked mixed office papers and hardwood market pulp. TSA was collected using the EmTec TSA, and results are reported as hand feel from the TPII base sheet algorithm.
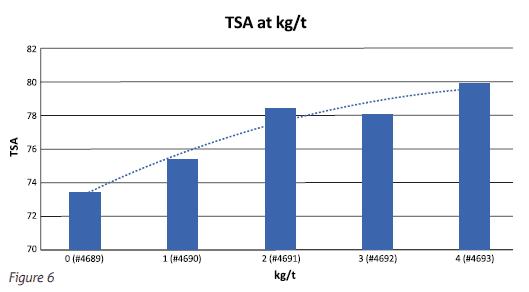
In this case a dosage of 2 kg per ton of Buckman softener appears to be best compromise of cost vs performance and allowed this customer to develop their own new product in the private label arena. There was no impact on wet end chemistry, no impact on strength, and no impact on absorbency, but a nice increase of at least 5 points in hand feel. The creping chemistry was not effected and crepe count per inch remained stable. The mill’s hand panel also scored these test reels favourably. This new chemistry is a game changer in this market. With no investment in spray booms, make down equipment, converting equipment or other capital improvements, just a pump with dilution water added in the proper location, resulted in a new tissue grade to be marketed to their customers.
In the last decade there have been so many advancements in tissue asset design and manufacture that the advancements in chemistry are often overlooked. Regardless of asset design or market served, the proper chemistry is essential. Buckman remains committed to and focused on bringing innovative chemistry and smart technology to meet the higher standards demanded by the tissue market and tissue consumers. Advances in enzyme chemistry, creping chemistry and softener technology have allowed an easier route to the end goal of soft tissue.
Buckman recognises Jian Tan for the testing and data used in this paper.
This article was written for TWM by Daniel Glover, technology director – pulp & paper, Buckman











