




















By Joan Vila, chief executive of L.C. Paper 1881
A purchasing manager told me recently that we have reached the limits of invention in tissue. He was wrong on all counts – on fibres, sustainability, costs and design. A dynamic technological revolution is both essential… and already heralding the next era.
For most of the twentieth century the paper industry earned the label of being a heavy polluter. During the manufacturing process, the pulp industry was not able to completely close the entire circuit, thus creating a significant contaminant flow to the sea or river.
Pulp making had closed the main cooking circuit: the wood was treated with chemicals to dissolve the lignin that binds the fibres together in the tree, and at the exit of the circuit, the cooking liquors were concentrated and burned in a recovery boiler to recover energy from biomass, and also recover some chemicals. That cycle was, and still is, closed. The problem was in the next operation. Pulp has a brown colour after cooking and in many applications the paper is required to be white, so most manufacturers proceed to bleach the pulp.
 The bleaching process was performed at the time based on chlorine as a gas in the first stage, as hypochlorite in the second phase and in the form of chlorine dioxide in the final stages. After each bleaching a wash dissolves and removes the lignin chemically, so that these residues can be sent to mix with black liquor firing, which allows them to leverage its energy value. But at the same time, the chlorine content prevents recirculation to a recovery boiler. This forced the pulp industry to pour the substances into marines or rivers, despite them containing chlorine ions.
The bleaching process was performed at the time based on chlorine as a gas in the first stage, as hypochlorite in the second phase and in the form of chlorine dioxide in the final stages. After each bleaching a wash dissolves and removes the lignin chemically, so that these residues can be sent to mix with black liquor firing, which allows them to leverage its energy value. But at the same time, the chlorine content prevents recirculation to a recovery boiler. This forced the pulp industry to pour the substances into marines or rivers, despite them containing chlorine ions.
Between 1976 and 1980, chlorine-based bleaching began to transform to oxygen-based bleach, which contains ozone and peroxide oxygen, thus removing highly polluting discharges from the pulp. The movement began slowly but ultimately affected all pulp mills in the world. That was how the paper industry shook off the tag of being a highly polluting sector.
Alongside this profound change, the industry continued to invest in technology, improving energy consumption, introducing biological purification in all wastewater and radically lowering water consumption: it went from an average consumption in papermaking of 40m3/t to a much lower consumption of 8m3/t promptly to less than 3m3/t in some factories. Technology changed the paper forming, pressing and drying, introduced new chemicals that allowed the paper machines to increase their speed and improve the efficiency in the retention of fibres. The result was a dramatic decline in discharges of wastewater and a notable reduction in energy consumption.
In the 90s, there was a new emphasis for the sector on forest management and forest certification and it was gradually introduced. Today no one doubts that certification is an essential element in any paper. Possessing FSC or PEFC certification today is an indispensable requirement to enter advanced markets.
As the market improves, the paper is increasingly perceived as an environmentally friendly product, and surveys show that the future of the paper sector depends precisely on this aspect of sustainability compared to other petroleum products such as plastic or nonwoven. A future product which carries the label of being natural, renewable, biodegradable and recyclable will be accepted by most people.
However, there are still ways to advance in the market. For example, the slogan which suggests a 1 tonne paper equivalence to 14 trees implies that paper causes the disappearance of forests. This perception must be fought, explaining that while a young growing tree absorbs CO2 an old one does not. Then, the important activity is forest management and reforestation.
Sustainability: where next for tissue?
Tissue still has a long way to go, both in terms of design and the reduction of its key inputs. Often these concepts are interrelated and affect each other. A purchasing manager at a distributor told me recently that we could no longer invent more in tissue. However, invention is still possible in the environmental side of manufacturing or cost management. The manufacture of tissue paper has not reached the ceiling yet: the quality of the pulp can be improved, as well as the grammage, the use of energy, the amount of water used, the structure and the transport.
Raw material
When it comes to the raw material, tissue paper can be manufactured from recycled material – fully or partially – depending on the requirements of the final product. Recycling suffers today a serious supply problem because we use printing and writing paper less and less over time, so in the future it will be increasingly hard to find recovered paper grades suitable for the manufacture of tissue paper.
Furthermore raw material contains a high percentage of mineral filler (between 22% and 45%) to be removed before the paper machine, causing a serious environmental problem sludge. From this observation we studied the possibility of making tissue using old carton box as raw material. At LC Paper we have developed toilet paper, paper towel and paper napkin with this material with great results so far. In fact, we believe it is absurd to use a tissue paper whiteness of 89º to dry hands or absorb liquids or industrial fats. This concept was well developed in North America and the market accepts it.
Moreover, it is not clever use of eucalyptus pulp or pine with a high degree of whiteness to manufacture tissue paper. The high brightness of the pulp was designed to be used in writing and printing paper, with very smooth products where any point is perceived, but in the manufacture of tissue paper the light is diffused when contacting the product so it does not need the same brightness and the same degree of impurities as writing and printing paper. It would require the development of a pulp of low whiteness, for example 75°, which reflects in a design with lower pulp bleaching, less chemical usage and less chemical and morphological alteration of the cellulose fibre, thus better from a hygienic stand point, and of course from the point of view of the environment. From the Besalú factory here in Spain we have proposed to the pulp makers of the Iberian Peninsula the possibility of making this pulp, without any success. There’s a potential way to develop throughout the sector.
Another aspect is to develop thermomechanical pulp incorporating it in the manufacture of tissue. Currently, the incorporation at high levels is a problem since the thermomechanical pulp, besides being rigid and thus rough, does not give enough bonds between fibres, and therefore it decreases the resistance of the product and produces dust in the creping operation, in the converting and at the end-use. The appearance of specific enzymes for this pulp can allow increased inter-fibre bonds and partially solve the problem, allowing a higher incorporation to be a big environmental step.
Grammage of the tissue
In product design the first element we take into account is the final grammage. For years there has been toilet paper or paper towel with several layers: two, three or four, with the perception that lighter grammages allow a better softness perception. This certainty has been broken with the introduction in the tissue sector of more flexible coatings, new products that allow heavier layers and better adhesion to the Yankee, plus ceramic blades with a variety of angles available to customers. Today you can make an acceptable product with a weight of 29 g/m2, often much softer than 15 g/m2 made with hard coatings and low crepping.
This is where the industry can make the biggest environmental jump. Manufacturing tissue with a single layer enables the final reduction of the grammage, for example making one layer of 29 g/m2 instead of 2 to 17 g/m2 with toilet paper or make one layer of 36 g/m2 paper autocut towel instead 2 layers of 22.5 g/m2. The savings are substantial, both in fibre, chemicals, energy and water. Surely it is the key to achieve a better sustainability of tissue paper. Furthermore, this design involves a very important energy consumption decrease because of the increase in the dryness of the press.
The single-layer tissue has a downside: the volume. Embossing is a major requirement for the new product, which can be solved with new approaches such as asymmetric embossing. The designs of recent decades in the manufacture of laminated tissue paper involve layers embossed on each side, resulting in a symmetrical end product. A single ply paper design involves a structured embossing. The structured paper of one layer already exists in the form of TAD, but it is possible to develop new single-layer tissue paper machines with conventional crescent former, with a much lower energy consumption.
Energy
The high grammage tissue paper exits the press with increased dryness. Rewetting depends on the type of felt and the press design. Thus if rewetting is 6 g/m2, for example, a paper of 15 g/m2 with 40% of dryness at the exit of the press will have a dryness of 44% when the grammage is 29 g/m2. Therefore the specific heat consumption will decrease a 9%. Additionally, there is a lower energy consumption of the refining process and therefore less heat required. In total, the decrease of energy by changing weight is a 19%. If enzymes are used for refining, this operation could no longer be needed, decreasing even more the energy bill by allowing the paper to have less fines at the same tensile.
Introducing cogeneration, increasing the diameter of the Yankee, introducing the shoe press or double press, recovering the gases after the hood and introducing a steam box, allows energy consumption figures of about 1.350 kWh/t or less for the whole chain of production, far from the conventional 3,000 kWh/t. or the 7.000 kWh/t for TAD.
Water
Regarding the water consumption, the limit is in the conductivity of the white water since a hardness greater than 3.000 µS could present problems because of the precipitation at the holes of the suction press and blocking felt. Switching from a consumption of 8 m3/t to 2.5 m3/t is possible by incorporating a retention strategy in the tissue machine. Retention up to 92% of the fibres is possible as long as the air content in the short circuit is controlled because the air bubbles increase the specific surface, preventing a good retention performance on the final product. Obviously there is a consequence to the quality of the coating layer at the Yankee by incorporating the fines at the paper, an aspect that needs to be reformulated.
Transport
But sustainability should not only focus on the manufacture of paper, it should reach the rest of the chain, especially the transport of the product to the customer. Obviously it is not possible to build a sustainability reputation for a toilet roll with only 14 m of length, 33 g/m2 and a weight of 86 g. Besides being an absurd product that can handle an average of 2.3 days of use for one person, it is a product that associates more cardboard core, more plastic in its packaging and a lot more energy in transport. A roll of 40 m, 35 g/m2 and 128 g of paper has an average of 6.7 days person use, but if a new product is designed with 80 m, 29 g/m2 and 218 g, besides a use of 13.3 days per person, it can achieve an energy consumption of 50% less in the transport and therefore a half of the CO2 emissions.
Conclusion
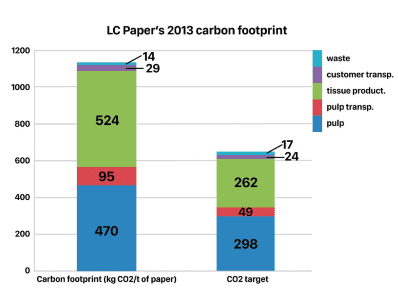
Sustainability is an action that requires continuity. It is an attitude, a dynamic way, which is created while advancing. When a tissue machine develops savings to a consumption of 1,000 kWh/t, we can start thinking about reaching the manufacture with zero CO2 emissions by obtaining heat from biomass and generating electricity from renewable energies such as hydro, photovoltaic or wind. At our Besalú plant we are in this phase that we call zero CO2 trend. The audit for 2013 with the ISO 14.067 standard for carbon footprint contained the following result: 470 kg CO2/t tissue for the pulp, 95.4 kg CO2/t for the pulp transport, 524.4 kg CO2/t for the papermaking, 28.8 kg CO2/t for the customer transport and 14.1 kg CO2/t corresponding to the waste. This makes a total of 1,132.6 CO2/t. We believe this value can be reduced to half with our current knowledge.
In conclusion, the tissue has a long journey to achieve maximum sustainability and this requires a complete overview of the product chain, from the composition of the fibres to the final design of the product, including a major technological revolution in the manufacturing of paper.
The road is not only possible but essential to both lower costs for the consumer and lower the consumption of raw materials like fibre, energy and water. Paper is a sustainable product: a label with increasing value.








